Montar uma fábrica de papel é um projeto de engenharia, não uma compra. Uma instalação de fábrica de papel, seja uma fábrica compacta ou uma grande planta industrial, opera bem por trinta anos ou não dependendo de decisões tomadas no início: levantamento de local, balanço de massa, layout da planta, fundações civis, sequenciamento de equipamentos, tubulação e utilidades, instalação, comissionamento. Erre em qualquer um desses pontos e a máquina não consegue recuperar a diferença em velocidade de trim ou rendimento.
Este guia percorre o layout, fluxo de processo, projeto de engenharia e fluxo de trabalho de instalação que a Parason utiliza em projetos de 8 TPD (mini) a 1.200 TPD (linhas integradas) em mais de 75 países. Para o lado de negócio e custo (faixas de capacidade, faixas de investimento, retorno), consulte nosso guia fábrica de papel.
Montagem de fábrica de papel: escopo e sequência
Uma fábrica de papel é uma planta de processo contínuo composta por quatro zonas: preparação de massa, extremidade úmida da máquina de papel, extremidade seca e sistemas auxiliares. A fibra entra como fardos, rolos ou cavacos, e sai como bobina acabada. A preparação de massa limpa e refina a fibra. A extremidade úmida (caixa de entrada, formação, prensa) transforma a suspensão em folha úmida. A extremidade seca (cilindros secadores, calandra, bobina) finaliza e enrola. Os sistemas auxiliares (circuito de água, vapor, energia, ar comprimido, ETP, manuseio de lodo) mantêm a máquina rodando.
Montar a fábrica significa decidir, nesta ordem:
- Qual tipo de papel e capacidade (TPD) será produzido.
- Onde a fábrica ficará, com base em água, energia, disponibilidade de fibra e logística.
- Como será o layout 2D e 3D da planta, incluindo fundações civis e estrutura de aço.
- Qual equipamento vai onde, dimensionado com base em um balanço de massa.
- Como tubulação, elétrica e controles conectam cada vaso e motor no P&ID.
- Como a fábrica é erguida, comissionada e ramificada até a capacidade nominal.
Os passos 3 a 6 são a fase de engenharia. É nessa fase que a equipe interna de projeto da Parason e a parceria de automação com a ABB realizam a maior parte do trabalho. A maior parte do risco do projeto se concentra aqui, razão pela qual a engenharia básica e de detalhamento é incluída no escopo Concept to Commissioning da Parason, em vez de ser deixada para o cliente.
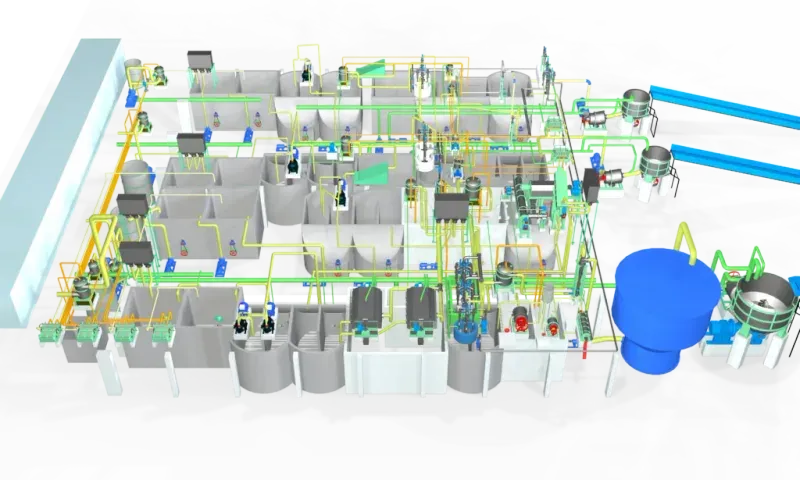
Layout e diagrama de fluxo de processo
O diagrama de fluxo de processo da fábrica de papel é a espinha dorsal do layout. Todo projeto a jusante (civil, tubulação, elétrica, instrumentação) flui dele. Um diagrama de blocos e um esquema detalhado entregam a mesma informação em diferentes níveis de zoom: o diagrama de blocos mostra operações unitárias; o esquema mostra caminhos de fluxo, válvulas e pontos de controle.
Um fluxo típico de fábrica de papel com fibra reciclada tem esta aparência:
- Preparação de massa: Bale Breaker → Drum/HC Pulper → Diluição → HD Cleaner → Coarse Screen → Fine Screen → LC Cleaners → Espessador → Dispersão → Refinadores → Caixa de máquina.
- Máquina de papel: Fluxo de aproximação → Caixa de entrada → Seção de tela → Prensa → Pré-secador → Size Press → Pós-secador → Calandra → Bobina → Rebobinadora.
- Auxiliares: Broke Handling → Circuito de água branca → Água fresca → Dosagem química → Vapor e condensado → Vácuo → Ar comprimido → ETP → Manuseio de lodo.
Essa sequência é o processo industrial de fabricação de papel em sua forma mais simples: as mesmas operações unitárias ocorrem dentro de uma fábrica de 30 TPD e uma fábrica de 1.000 TPD, com mais linhas paralelas e equipamentos maiores, em vez de etapas fundamentalmente diferentes. Para fábricas de fibra virgem e agroindustriais, a extremidade frontal muda: descascamento e picagem (madeira) ou despithing e digestor contínuo (palha, bagaço, sarkanda) substituem o pulper, seguidos por lavagem de polpa marrom, deslignificação por oxigênio e branqueamento ECF antes que a massa entre no fluxo de aproximação.
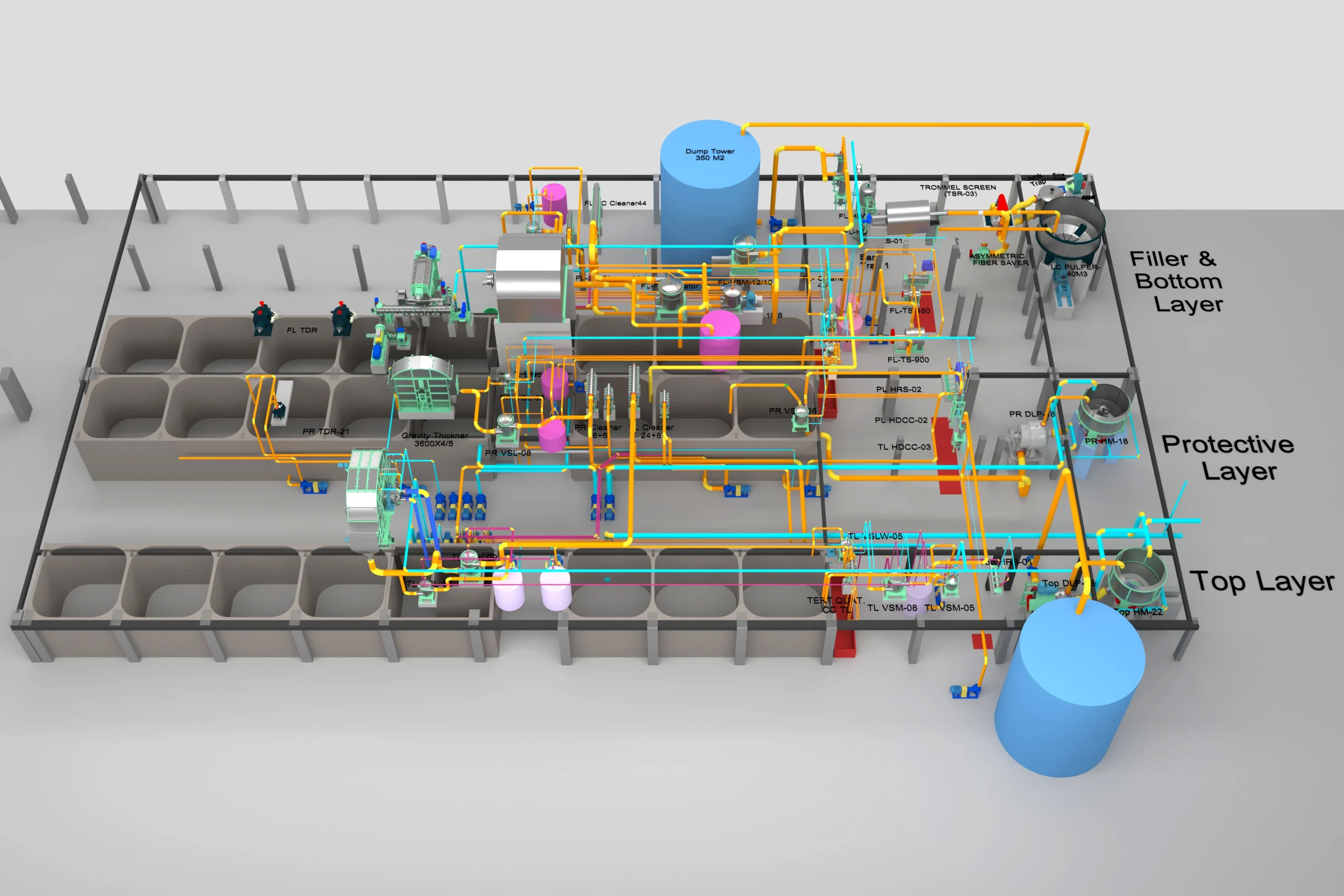
O fluxo de fabricação de papel torna-se o diagrama de fábrica de papel (layout 2D) quando as áreas de equipamentos, elevações e conexões são sobrepostas ao plano de implantação. O pacote de engenharia básica da Parason inclui o P&ID, layouts 2D e 3D, listas de equipamentos, listas de bombas e motores, e isométricos de tubulação.
Princípios de layout: da preparação de massa à bobina
Quatro princípios definem um layout de fábrica de papel limpo. Esses princípios se aplicam igualmente a layouts de fábrica de papel, layouts de fábrica de celulose e planos de layout de fábrica integrada.
Fluxo por gravidade sempre que possível
Os tanques de massa são elevados para que a diluição e a transferência ocorram com bombeamento mínimo. Os pulpers ficam um andar acima do coarse cleaner. Os silos de água branca ficam acima das bombas de fluxo de aproximação. A energia de bombeamento em uma fábrica de médio porte representa 8 a 12% da demanda total de energia; o layout pode mover esse número em dois ou três pontos.
Linhas de tubulação curtas e retas em pontos críticos
O fluxo de aproximação da caixa de máquina para a caixa de entrada e o retorno de água branca do save-all ao silo são os dois trechos que mais afetam o desempenho da máquina. A Parason padroniza esses trechos com o mínimo de curvas, com condicionadores de fluxo antes da bomba de alimentação da caixa de entrada.
Zonas quentes e úmidas separadas das salas elétricas
Coifas de secadores, cabeçotes de vapor e tanques de condensado produzem calor e umidade que atacam switchgear, VFDs e painéis de controle. As salas de MCC ficam do lado frio do edifício, com valas de cabos seladas e pressurização positiva.
Espaço de manutenção projetado, não improvisado
Trocas de discos de refinadores, trocas de cestos de peneiras, trocas de feltros de prensa e reparos de secadores exigem cobertura de ponte rolante e espaço de retirada. Envergaduras de pontes rolantes EOT, monotrilhos sobre pulpers, larguras de passarelas de máquina de papel dos lados de operação e acionamento, e zonas de retirada para rolos de prensa são decididas na fase de layout 3D.
Os layouts 3D da Parason são revisados contra detecção de conflitos em tubulação, bandejas de cabos e estrutura de aço antes que os desenhos civis sejam liberados. Detectar um conflito na tela é barato; detectá-lo durante a montagem custa uma semana e uma dúzia de cortes.
Sala da máquina de papel e fundação
A sala da máquina de papel é a parte civil mais intensiva do projeto de fábrica de papel. Duas decisões definem o projeto da máquina de papel em nível de sala: geometria da fundação e profundidade do subsolo.
Linha de centro da máquina e lado de operação
A fundação da máquina é uma massa única de concreto armado, tipicamente 1,2 a 2,5 m de profundidade dependendo da velocidade e deckle, com margens de carregamento dinâmico acima do peso estático. Juntas de isolamento de vibração separam a fundação da máquina das colunas do edifício, para que a máquina de papel não faça o telhado tremer, ou vice-versa.
Profundidade do subsolo para prensa e secador
Save-alls da seção de prensa, couch pit, broke pulper e silo de água branca ficam abaixo do nível do piso da máquina. Um subsolo de 3,0 a 4,5 m com pisos graduados e bombas de dreno é padrão para 50 TPD e acima. Mini fábricas abaixo de 30 TPD podem operar com um subsolo mais raso de 2,0 m e save-alls parafusados.
A fundação da seção de secadores recebe o cabeçote de vapor, manifolds de retorno de condensado e tubulação de sifão. O pacote de engenharia de detalhamento da Parason cobre desenhos de fundação, detalhes de carga em cada pedestal e orientações de bocais para cada vaso e bomba.
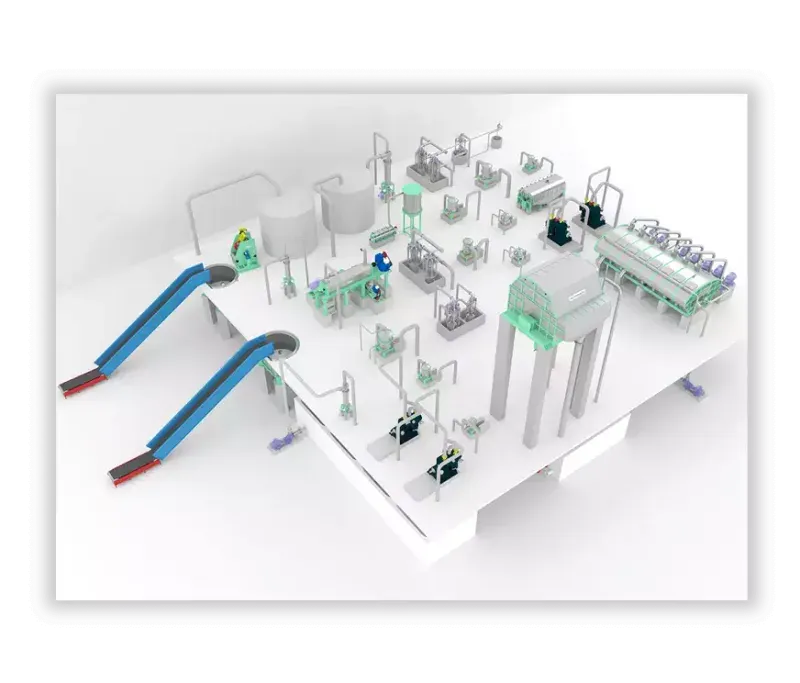
Layout por capacidade: 8 TPD a 1.200 TPD

O layout da planta escala de duas maneiras: mais equipamentos em capacidade maior, e seleções de equipamentos diferentes em faixas de capacidade diferentes. As mesmas operações unitárias existem em 10 TPD e 1.000 TPD, mas o modelo de pulper, a profundidade da cascata de cleaners, o tipo de former, a configuração da prensa e o deckle da máquina mudam faixa a faixa. Escolher corretamente na fase de projeto evita os dois erros mais caros: comprar equipamento de mini fábrica para um projeto em escala, ou comprar equipamento de grande porte onde um mini fluxo bastaria.
A tabela de referência abaixo resume a seleção de equipamentos e a área por cinco faixas de capacidade que a Parason tipicamente projeta. Os modelos de pulper são verificados por catálogo e têm link para suas páginas de produto; o kW exato e o TPD são escolhidos com base no tipo de fibra, velocidade-alvo da máquina e metas de disponibilidade da fábrica durante a engenharia básica.
| Faixa de capacidade | Área | Layout de preparação de massa | Seção da máquina |
|---|---|---|---|
| 8 a 30 TPD (mini) | 2 a 4 acres | Pulper HICON único (HM-3 a HM-8, 90 a 180 kW), linha compacta de peneira e cleaner | Fourdrinier de tela única, deckle 1,4 a 2,1 m, velocidade 150 a 300 m/min |
| 50 a 100 TPD | 4 a 8 acres | Pulper HICON: HM-10 (50 a 65 TPD, 200 kW), HM-12 (65 a 80 TPD, 220 kW) ou HM-15 (80 a 100 TPD, 325 kW); peneiração em dois estágios | Fourdrinier ou Crescent tissue, deckle 2,5 a 3,6 m |
| 150 a 300 TPD | 8 a 15 acres | Drum pulper PDP-15 a PDP-30 (132 a 250 kW), cascata completa: 3 estágios de HD cleaner, 3 estágios de peneira, 6 estágios de LC cleaner | Formador multi-wire ou híbrido, deckle 3,6 a 5,2 m |
| 400 a 600 TPD | 15 a 25 acres | Drum pulper PDP-45 ou PDP-60 (400 a 560 kW), linhas paralelas de massa branca e marrom, planta de deinking | Gap former ou top-wire former, deckle 5,2 a 6,7 m |
| 800 a 1.200 TPD | 25 a 40+ acres | Drum pulper PDP-80 ou PDP-100 (800 a 1.000 kW) para 800 a 1.030 TPD, ou LCO-145 (1.000 kW) para 1.100 a 1.300 TPD; linhas dedicadas de fibra virgem e secundária, deslignificação por oxigênio | Formador twin-wire, shoe press, deckle 6,7 a 8,5 m |
A Parason instalou fábricas turnkey em toda essa faixa, incluindo linhas de papel kraft, papelão duplex, tissue, escrita-impressão e linerboard. Projetos de referência incluem Viking Kait (50 TPD tissue), Quantum Papers Nigéria (300 TPD kraft), Diyan Papers (300 TPD duplex e 350 TPD kraft), Ambani Paper (400 TPD duplex) e Sedy Egito (220 TPD kraft).
Área de terreno é uma pergunta comum no início. As áreas indicativas acima incluem preparação de massa, sala de máquina, acabamento, ETP, pátio de lodo, armazenamento de matéria-prima, armazém de produto acabado, vias e bloco de utilidades. Projetos MSME indianos em lotes compactos (2 a 3 acres para mini fábricas) alcançam o mesmo rendimento com torres verticais de preparação de massa e designs de caixas integrados.
Critérios de seleção de local para fábrica de papel

A seleção de local é uma decisão de engenharia antes de ser uma decisão comercial. Cinco fatores determinam se um local é viável.
Disponibilidade de água
Uma fábrica de fibra reciclada usa 8 a 15 m³ de água fresca por tonelada de papel após o fechamento do circuito. Uma fábrica agroindustrial de fibra virgem usa 40 a 80 m³. Água subterrânea, captação de rio ou abastecimento municipal tratado devem ser testados para dureza, TDS, ferro e carga biológica antes do comprometimento com o local. Água dura adiciona custo de abrandamento a cada dia de vida da fábrica.
Disponibilidade e confiabilidade de energia
Uma fábrica de 100 TPD consome 3 a 5 MW. Uma fábrica integrada de 500 TPD consome 15 a 25 MW. Confiabilidade da rede, estrutura tarifária, viabilidade de geração própria e potencial de recuperação de calor residual são fatores relevantes. O pacote de engenharia elétrica da Parason cobre switchgear HT e LT, controle de motores, cronogramas de VFD e listas de cabos para cenários de rede e geração própria.
Acesso a fibra e matéria-prima
Raio de coleta de aparas, distância de porto para celulose kraft importada, ou área de captação de resíduos agrícolas (bagaço, palha de trigo, sarkanda). O custo de transporte de fibra é tipicamente 3 a 7% do custo de produção; uma fábrica mal localizada nunca recupera essa diferença.
Logística e acessibilidade ao mercado
Papel acabado é volumoso. Conexões rodoviárias e ferroviárias de saída para convertedores, plantas de embalagem ou portos determinam o raio efetivo de mercado.
Descarte de efluente e aprovação ambiental
Normas de descarte de efluente tratado, rotas de disposição de lodo e restrições de zona verde variam por país e estado. A área do ETP deve caber no local, não ser espremida depois.
A Parason assessorou a seleção de local para fábricas na Nigéria, Bangladesh, Vietnã, EAU, Arábia Saudita, Indonésia, Egito e Brasil, cada uma com restrições diferentes de água, energia e matéria-prima.
Layout de utilidades: vapor, energia, água, ar comprimido
As utilidades representam 40 a 55% do custo operacional de uma fábrica de papel. Decisões de layout aqui retornam por décadas.
Vapor
A demanda de vapor da seção de secadores é de 1,4 a 2,2 toneladas de vapor por tonelada de papel para tipos padrão, maior para tissue. A casa de caldeiras fica a barlavento da sala de máquina, com o cabeçote principal de vapor roteado em racks de tubulação aéreos. O retorno de condensado é por gravidade primeiro, bombeado apenas onde inevitável. Recuperação de flash steam de condensado e blow-down é incorporada no projeto, não retrofitada.
Distribuição de energia
A subestação receptora principal reduz a HT da rede para a tensão de distribuição da planta (6,6 kV ou 11 kV para fábricas maiores, 415 V para menores). As salas de MCC são colocadas perto dos centros de carga para minimizar os trechos de cabo. VFDs para refinadores, pulpers e acionamentos da máquina são especificados pela equipe elétrica da Parason durante a engenharia de detalhamento.
Circuito de água
O loop de água branca é a utilidade mais importante em uma fábrica de papel. Save-alls, silos de água branca, torres de água fresca e pontos de dosagem química devem todos se conectar de forma limpa. Captação de água fresca e descarte de ETP ficam em lados opostos da planta para evitar contaminação cruzada.
Ar comprimido
Ar de instrumento (seco, isento de óleo, para válvulas e DCS) é separado do ar de planta (para limpeza, atuadores pneumáticos). A sala de compressores fica adjacente à subestação de energia.
Sistemas auxiliares: lodo, ETP e fluxo de materiais
O manuseio auxiliar da fábrica de papel é onde muitos projetos perdem cronograma e orçamento. O pátio de lodo, o ETP e a rede de fluxo de materiais precisam de atenção de engenharia igual ao processo principal.
Estágios do ETP
O tratamento primário (flotação, clarificação) remove sólidos suspensos. O secundário (biológico) remove BOD e COD. O terciário (filtração, polimento) atende às normas de descarte. A linha de equipamentos ETP da Parason cobre todo o trem: peneiras rotativas, células de flotação, clarificadores convencionais e filtros de polimento, cada um dimensionado para capacidade e matéria-prima da fábrica.
Desaguamento de lodo
Belt filter presses e sludge screw presses levam o lodo de 2 a 3% de consistência até 25 a 28% na saída, dependendo da seleção da máquina e das características do lodo. O lodo desaguado vai para a caldeira como combustível, para cimenteiras como cocombustível ou para aterro projetado. A opção Bio-CBG (parceria da Parason com o KIS Group) converte lodo e efluente orgânico em biogás comprimido.
Fluxo de materiais
Do pátio de fardos ao pulper, do broke ao broke pulper, da bobina acabada à rebobinadora ao armazém: cada transportador, caminho de empilhadeira e círculo de manobra de caminhão é desenhado na fase de layout 3D. Uma fábrica que precisa de três movimentos de empilhadeira para descarregar uma carga de matéria-prima perde custo de mão de obra a cada turno.
Instalação de máquinas de papel e comissionamento

Instalação não é descarregar caixas e parafusar. É um cronograma sequenciado de atividades mecânicas, de tubulação, elétricas e de comissionamento, tipicamente 8 a 14 meses em um projeto greenfield. A instalação de máquina de papel ocorre em paralelo com a instalação da fábrica de celulose em projetos integrados.
A supervisão de montagem e comissionamento da Parason segue oito fases:
- Reunião de engenharia para alinhar equipe de campo, empreiteiro civil e engenheiros Parason sobre desenhos, sequência e marcos.
- Montagem mecânica. Fundações entregues, equipamentos recebidos, plano de ponte rolante executado. Pulpers, cleaners, peneiras, refinadores, seções de máquina são posicionados nas placas de base e rejuntados.
- Montagem de tubulação. Tubulação de processo, vapor, condensado, água fresca, água branca, linhas químicas, ar de instrumento. Teste hidrostático e lavagem antes do comissionamento.
- Software FAT. Programas de DCS, telas HMI, loops de controle testados em fábrica ou offline antes da integração em campo.
- Verificação Cold IO. Cada sinal de entrada e saída verificado do dispositivo de campo até o tag de DCS sem processo rodando.
- Verificação Hot IO. Sinais verificados com motores energizados e válvulas acionadas, água correndo em seções selecionadas.
- Partida e comissionamento. Enchimento da extremidade úmida, primeira massa na tela, primeira folha na bobina. Rampa da velocidade mínima estável até a velocidade de projeto em 2 a 6 semanas dependendo do tipo.
- Otimização de processo. Perda de fibra, consumo de energia, intervalos de quebra são ajustados durante o primeiro trimestre de operação. A Parason oferece auditorias pós-comissionamento (refinação, peneiração, preparação completa de massa, máquina de papel) para consolidar os ganhos.
Instalação de fábrica de celulose em plantas integradas
Uma fábrica integrada produz sua própria celulose e seu próprio papel. Para fábricas de fibra de madeira, isso significa uma fábrica de celulose completa a montante da fábrica de papel: descascamento, picagem, peneiração, cozimento, lavagem, deslignificação por oxigênio e branqueamento ECF. Para fábricas agroindustriais, despithing, cozimento em digestor contínuo, lavagem de polpa marrom e branqueamento. A instalação da fábrica de celulose ocorre em paralelo com a instalação da máquina de papel em projetos integrados, e o diagrama da fábrica de celulose fica a montante do plano de instalação da máquina de papel no cronograma mestre.
As soluções turnkey de polpação agroindustrial da Parason cobrem 50 TPD a 300 TPD para palha de trigo, bagaço, palha de arroz e sarkanda. O processo roda um sistema de despithing seco, pulper de lavagem úmida, digestor contínuo, lavagem contracorrente de polpa marrom com recuperação de licor negro fraco, peneiras pressurizadas e vibratórias, deslignificação por oxigênio reduzindo o número Kappa, e branqueamento ECF com dióxido de cloro, peróxido de hidrogênio, oxigênio e soda cáustica.
Para polpação de madeira, digestores em batelada vertical cobrem toda a faixa de capacidade e rodam ciclos de cozimento de múltiplas horas ajustados à espécie e à matéria-prima. Matérias-primas incluem eucalipto, casuarina, subabul, acácia e bambu. A sequência de instalação da fábrica de celulose corre em paralelo com a instalação da fábrica de papel por 4 a 6 meses, e então converge no tanque de armazenamento de celulose e no fluxo de aproximação.
Desafios comuns de engenharia e como projetá-los de forma a evitá-los
Cinco desafios aparecem em quase todo projeto. Cada um tem uma resposta de engenharia conhecida.
Descasamento de capacidade entre preparação de massa e máquina de papel
Se a preparação de massa é dimensionada para 110% da capacidade da máquina, a fábrica é confiável. Se dimensionada para 95%, cada parada deixa a máquina sem massa. O balanço de massa na fase de projeto é onde isso é resolvido.
Instabilidade do loop de água branca
Um sistema de água fechado acumula sólidos dissolvidos e finos. Eficiência do save-all, pontos de reposição de água fresca e sequência de dosagem química precisam ser projetados juntos, não deixados para tentativa do operador.
Oscilações de energia em refinadores
Refinadores descentralizados em múltiplos estágios de consistência podem consumir 200 a 350 kWh por tonelada. Refinação centralizada em um único estágio otimizado mostrou redução de energia de 26 a 30% em estudos de caso da Parason. O layout precisa suportar essa escolha.
Gargalo de secagem
A seção de secadores é a parte mais cara da máquina. Subdimensionamento custa rendimento para sempre. Superdimensionamento custa capital. Balanço de vapor, contagem de cilindros e projeto de coifa são dimensionados contra a faixa de gramatura no projeto.
Surpresas de ETP
Estimativas de carga de efluente baseadas em valores de livro didático frequentemente subestimam cargas reais em fábricas de tipo misto. A Parason projeta o ETP com margem nas capacidades primária e secundária, além de um estágio de polimento que pode ser ampliado depois sem parar a planta.
O laboratório de P&D da Parason (SEM, analisador de fibras, testes de papel, laboratório espectro, pilot mill) apoia decisões de projeto com dados reais de fibra, não suposições de catálogo. Simulação por CFD na fase de projeto mostra fluxo na caixa de entrada, fluxo de água branca e padrões de ar na coifa do secador antes que o equipamento seja construído.
Próximos passos
Se você está definindo o escopo de um novo projeto de fábrica de papel, uma expansão de capacidade ou um retrofit de mudança de tipo, o ponto de partida é um balanço de massa e um levantamento de local. As equipes Parason apoiaram projetos de montagem e fábrica de papel, desde uma pequena planta de processamento de papel de 8 TPD até um complexo de fábrica de papel de 1.200 TPD, em todos os tipos principais. A Parason oferece auditorias de projeto, auditorias de sistema de refinação, auditorias de peneiração, auditorias completas de preparação de massa e auditorias de máquina de papel como serviços autônomos, ou incluídos na fase de engenharia básica de um projeto turnkey.
Para o caso de negócio, faixas de investimento e quadro de ROI, consulte nosso guia de fábrica de papel para custo e montagem. Para seleção de maquinário por tipo específico, consulte maquinário de papel kraft, linha de produção de papel tissue e principal fabricante de maquinário de papel na Índia. Explore os catálogos de preparação de massa, máquina de papel, máquina tissue e polpação agro e de madeira.
Para discutir um projeto específico, entre em contato com a equipe de engenharia da Parason.