Uma linha de produção de papel tissue converte polpa de madeira, fibra reciclada ou matérias-primas alternativas em produtos de papel leves e macios através de 7 etapas principais: preparação de massa, limpeza, refino, fluxo de aproximação, formação da folha, secagem no Yankee com crepagem e conversão. Cada etapa requer maquinário especializado projetado para os requisitos únicos do tissue — baixa gramatura (13-40 g/m²), alta maciez, absorção controlada e velocidades de produção superiores a 1.500 metros por minuto.
O processo de fabricação de papel tissue difere fundamentalmente da fabricação de papel convencional. O formador crescente, o cilindro Yankee e o sistema de crepagem são projetados especificamente para tissue. Esses três componentes determinam a maciez, o volume e a resistência do seu produto.
A Parason Machinery projeta linhas completas de produção de tissue há mais de 50 anos, com 500+ instalações em 75+ países. A Parason fornece máquinas de tissue de 5 TPD a 100 TPD — cobrindo desde uma startup de pequena escala até uma grande operação comercial.

O Que É Papel Tissue e Como Difere do Papel Convencional?
O papel tissue é um produto de papel leve, macio e absorvente fabricado com baixas gramaturas (tipicamente 13-40 g/m²) usando um processo especializado de formação e secagem que inclui crepagem em um cilindro Yankee. Diferente do papel convencional, o tissue é projetado para aplicações de uso único onde maciez, absorção e descartabilidade são os requisitos principais.
O diferenciador-chave é o processo de crepagem. Após a folha úmida se formar no formador crescente e secar no cilindro Yankee, uma lâmina raspa a folha da superfície do cilindro. Isso cria milhares de micro-dobras que dão ao tissue sua maciez, volume e elasticidade característicos.
| Propriedade | Papel Tissue | Papel Convencional |
|---|---|---|
| Gramatura | 13-40 g/m² | 40-300+ g/m² |
| Fibra Principal | Fibra curta de madeira dura (BHKP) | Fibra longa de conífera ou reciclada |
| Método de Secagem | Cilindro Yankee único + capota | Seção de secagem multi-cilindros |
| Crepagem | Sim — cria maciez e volume | Não |
| Velocidade | 800-2.000+ MPM | 200-1.200 MPM |
| Uso Final | Lenço facial, papel higiênico, guardanapos | Embalagem, escrita, impressão |
Essa diferença fundamental determina qual maquinário você precisa. Uma linha de tissue requer formador crescente, cilindro Yankee, sistema de capota e lâmina de crepagem — nenhum desses faz parte de uma linha convencional de papel. Para um olhar detalhado sobre Fourdrinier, gap former e configurações de multi-cilindros usadas na fabricação de papel convencional, consulte nosso guia sobre tecnologia de máquina de papel.
Quais São os Diferentes Tipos de Papel Tissue?
| Tipo | Gramatura | Folhas | Propriedades | Uso |
|---|---|---|---|---|
| Lenço Facial | 13-20 g/m² | 2-3 | Macio, resistente quando seco | Cuidados pessoais |
| Papel Higiênico | 15-25 g/m² | 1-3 | Desintegração em água, macio | Uso sanitário |
| Guardanapos | 17-22 g/m² | 1-2 | Absorvente, imprimível | Alimentação, food service |
| Toalha de Cozinha | 20-30 g/m² | 2-3 | Resistência úmida, absorvente | Limpeza de cozinha |
| Toalha de Mão | 25-40 g/m² | 1-2 | Resistente, durável | Banheiros comerciais |
O Lenço facial exige a maior maciez — requer polpa de fibra curta (eucalipto BHKP), refino suave e crepagem precisa. O papel higiênico deve se desintegrar rapidamente na água. Toalhas de cozinha requerem alta resistência úmida com padrões de gofragem profundos.
A máquina de tissue Parason produz todos esses tipos na faixa de 13-35 g/m² com ajustes em tempo real.
Quais Matérias-Primas São Usadas na Fabricação de Papel Tissue?
Três categorias principais de fibra dominam: polpa virgem de madeira, fibra reciclada e fibras alternativas.
| Matéria-Prima | Comprimento da Fibra | Maciez | Melhor Para |
|---|---|---|---|
| Eucalipto BHKP | 0,7-1,2 mm | Excelente | Lenço facial, papel higiênico premium |
| NBSK (Conífera) | 2,5-4,5 mm | Baixa | Componente de resistência em blends |
| Reciclada / DIP | Mista | Moderada | Papel higiênico econômico, guardanapos |
| Bambu | 1,5-2,5 mm | Boa | Tissue eco-premium |
| Bagaço | 1,0-1,7 mm | Moderada | Tissue econômico em mercados tropicais |
Polpa de eucalipto (BHKP — Polpa Kraft Branqueada de Folhosa) fornece fibras curtas (0,7-1,2 mm) para maciez. NBSK de coníferas fornece fibras longas (2,5-4,5 mm) para resistência — tipicamente 15-30% da mistura.
Fibra reciclada passa por um processo de destintamento para remover tintas e contaminantes. Bagaço é abundante em países tropicais — a Parason tem experiência com processamento de fibra de bagaço.
Seu sistema de preparação de massa deve processar qualquer matéria-prima que seu negócio exija.
Como É Fabricado o Papel Tissue? Processo em 7 Etapas
Uma linha de produção de tissue transforma fibra bruta em rolos jumbo através de 7 etapas sequenciais.
Etapa 1 — Preparação de Massa: Desagregação
A matéria-prima entra em um desagregador que separa as fibras individuais em suspensão aquosa. Para polpa virgem, opera a 4-6% de consistência. Para fibra reciclada, desagregação de alta consistência a 15-16% é preferida.
O Desagregador HICON para preparação de massa (Série HM) processa 8 a 220 TPD a 15-16% de consistência com 96%+ de eficiência.
Etapa 2 — Limpeza e Depuração
Fibras carregam contaminantes — areia, vidro, metal, filmes plásticos — que devem ser removidos. A limpeza usa força centrífuga (Série HDCC, até 12.000 LPM). A depuração usa cestos ranhurados — Peneira Fina VSL com capacidade de 8-1.360 TPD.



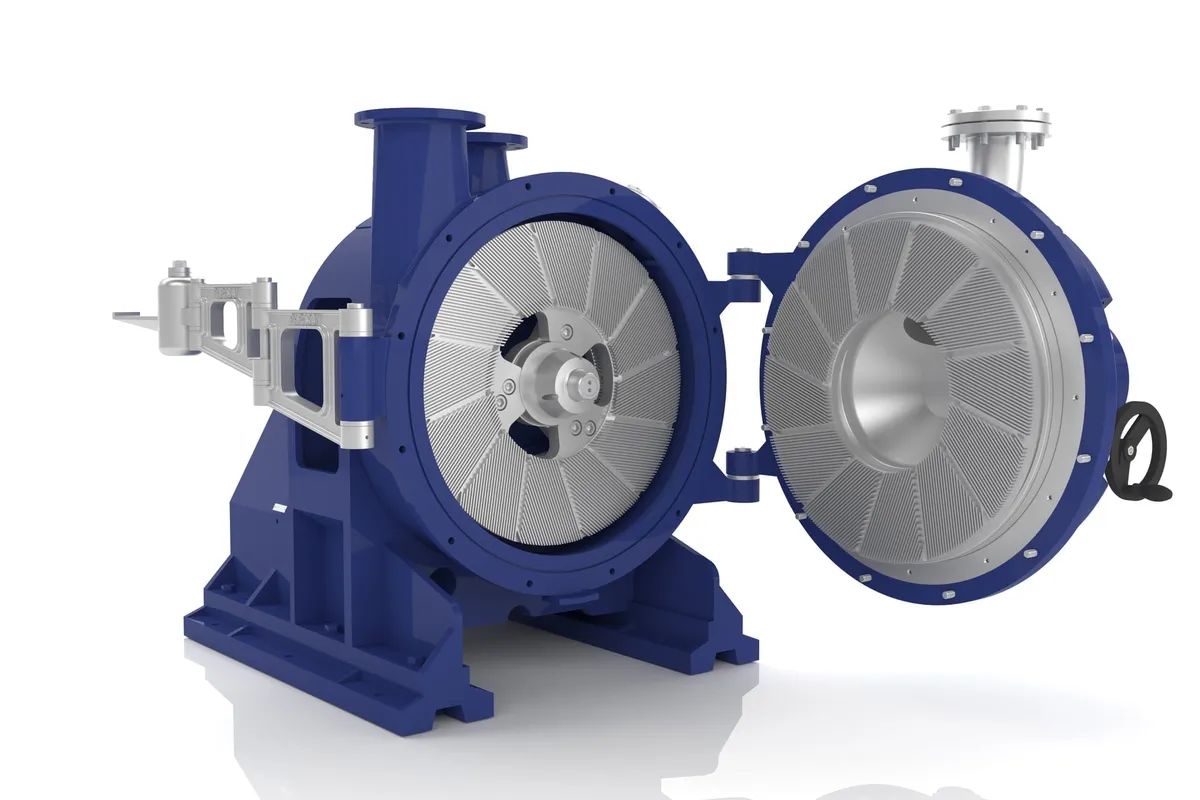
Etapa 3 — Refino para Maciez e Resistência
O refino controla o equilíbrio entre maciez e resistência. Para tissue, o objetivo é refino mínimo — apenas o suficiente para manter a folha unida. Freeness típica: 400-550 CSF.
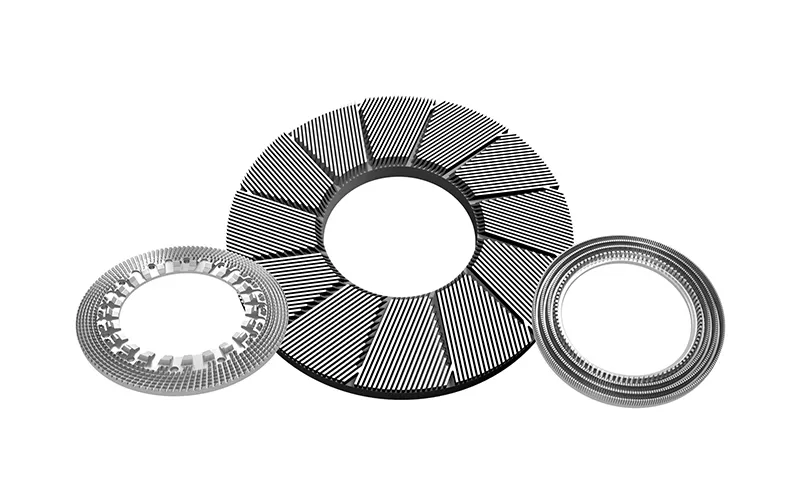
O Refinador de Disco Duplo (Série TDR) oferece 20% menos consumo de energia. Os discos e segmentos refinadores são projetados para diferentes tipos de fibra.
Etapa 4 — Sistema de Fluxo de Aproximação
Faz a ponte entre a preparação de massa e a máquina de tissue. Três funções: regulação de consistência (diluição de 3-4% para 0,1-0,3%), remoção de ar e depuração final. Também permite mudanças de grade sem parar a máquina.
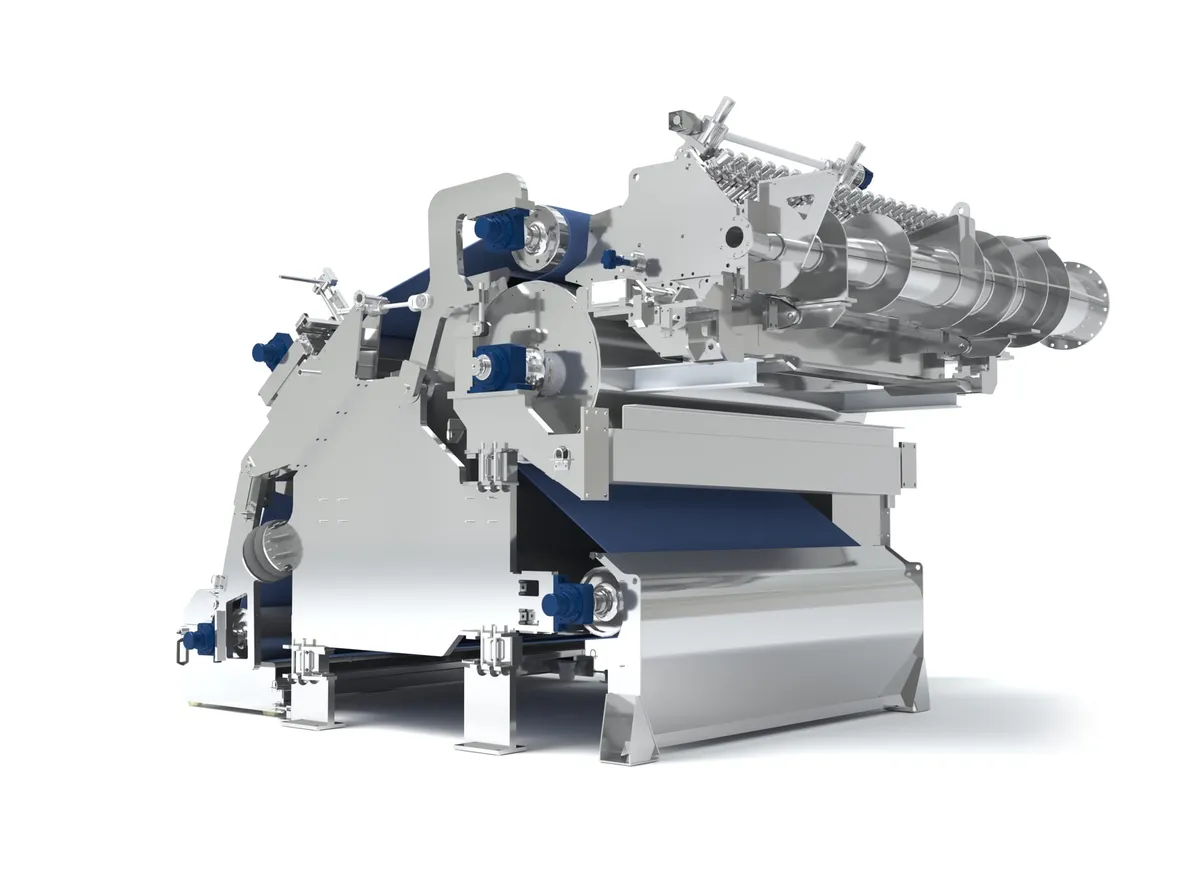
Etapa 5 — Formação da Folha no Formador Crescente
O formador crescente é o coração da linha de tissue moderna. O headbox injeta suspensão de fibra (0,1-0,2% de consistência) em um nip entre dois tecidos. A água drena através do tecido formador, depositando fibras no feltro.
Vantagens: melhor formação, velocidades até 1.500 MPM e transferência direta para o feltro. Para especificações completas, visite a página do formador crescente Parason.
Etapa 6 — Secagem no Yankee e Crepagem
O cilindro Yankee (3,6-4,8 m de diâmetro) seca a folha e permite a crepagem. Vapor interno aquece a superfície a 90-100°C. A capota de ar quente (300-500°C) acelera a evaporação. A folha passa de 40% para 94-97% de secura em uma única rotação.
Crepagem: Uma lâmina raspa a folha seca da superfície do Yankee, criando centenas de micro-dobras que conferem maciez, volume (aumento de 1,5-3x) e elasticidade (15-30% de alongamento).



Etapa 7 — Conversão: Gofragem, Perfuração e Rebobinagem
A máquina de tissue produz um rolo jumbo. A conversão transforma em produtos acabados: laminação multi-folhas, gofragem, perfuração, rebobinagem em tubetes e embalagem.

Lista Completa de Maquinário para Linha de Tissue
| Etapa | Equipamento | Função | Especificações Parason |
|---|---|---|---|
| Desagregação | Desagregador HICON | Separa fibras da matéria-prima | Série HM, 8-220 TPD |
| Limpeza | Limpador de Alta Densidade | Remove contaminantes pesados | Série HDCC, até 12.000 LPM |
| Depuração | Peneira Fina | Remove detritos grandes | Série VSL, 8-1.360 TPD |
| Refino | Refinador de Disco Duplo | Controla ligação das fibras | Série TDR, 20% economia energia |
| Fluxo Aprox. | Peneira de Pressão Inflow | Depuração final antes do headbox | Série VIS, 50-400 TPD |
| Formação | Formador Crescente + Headbox | Forma a folha úmida | 13-35 g/m², até 1.500 MPM |
| Prensagem | Rolo de Prensa a Sucção | Transfere folha para Yankee | Até 1.200 mm, 120 kN/m |
| Secagem | Cilindro Yankee | Secagem por contato + convecção | 3,6-4,8 m, até 4.500 mm |
| Secagem | Sistema de Capota | Ar quente sobre o Yankee | Gás ou vapor |
| Crepagem | Lâmina de Crepagem | Cria maciez via crepagem | Troca rápida de lâmina |
| Bobinagem | Pope Reel | Bobina rolos jumbo | Opção totalmente automática |
| Conversão | Rebobinadora, Gofradora | Produtos acabados | Capacidade tripla folha |
A Parason fornece linhas completas de tissue como soluções turnkey completas — da preparação de massa à conversão.
Tissue vs Papel Convencional
| Fator | Papel Tissue | Papel Convencional |
|---|---|---|
| Gramatura | 13-40 g/m² | 40-300+ |
| Formação | Formador crescente (dupla tela) | Fourdrinier ou gap former |
| Secagem | Yankee único + capota | Multi-cilindros (20-60) |
| Crepagem | Sim — essencial | Não |
| Velocidade | 800-2.000+ MPM | 200-1.200 MPM |
| Objetivo | Maciez e absorção | Resistência e imprimibilidade |
Para orientação sobre instalação de fábricas, veja o guia como montar uma fábrica de papel.
Fatores de Custo de uma Linha de Tissue
- Capacidade de produção (TPD) — maior fator de custo
- Tipo de papel — tissue facial premium exige tolerâncias mais rígidas
- Tipo de matéria-prima — fibra reciclada precisa de destintamento
- Nível de automação — controle DCS/PLC vs semi-automático
- Localização geográfica — terreno, construção, mão de obra
- Infraestrutura de utilidades — água, vapor, energia
- Escopo de conversão — pode representar 20-40% do investimento
- Conformidade ambiental — tratamento de efluentes
Para economia detalhada, consulte nosso guia de custo de fabricação de papel tissue. Para orçamento personalizado, contate a equipe Parason.
Planejamento de Capacidade
| Parâmetro | 10-15 TPD | 30-50 TPD | 80-100 TPD |
|---|---|---|---|
| Terreno (hectares) | 1-2 | 3-5 | 6-10 |
| Água (m³/dia) | 300-500 | 800-1.500 | 2.500-4.000 |
| Vapor (ton/hr) | 3-5 | 8-15 | 20-35 |
| Potência (kW) | 800-1.500 | 2.500-5.000 | 8.000-15.000 |
| Gás (Nm³/hr) | 200-400 | 600-1.200 | 1.500-3.000 |
| Mão de obra | 25-40 | 50-80 | 100-150 |
Fabricação Sustentável de Tissue
Água: Fábricas modernas recirculam 80-90% da água de processo. A Parason projeta sistemas de preparação de massa com recuperação de fibra e recirculação integradas.
Energia: A capota do Yankee responde por 50-65% da energia térmica. Recuperação de calor economiza 15-25% em combustível. Acionamentos VFD em motores principais reduzem consumo elétrico em 15-30%.
Fibra Reciclada: Uma fábrica de tissue com 100% DIP economiza aproximadamente 17 árvores por tonelada (U.S. EPA).
Mercado Global de Papel Tissue
O mercado global foi avaliado em aproximadamente USD 91 bilhões em 2024, com projeção de USD 154,5 bilhões até 2032 a um CAGR de 6,95%.
| Região | kg/capita/ano |
|---|---|
| América do Norte | 25-27 |
| Europa Ocidental | 15-18 |
| China | 8-10 |
| Sudeste Asiático | 2-4 |
| América do Sul | 3-5 |
| África Subsaariana | 0,3-0,8 |
Saiba mais sobre a Parason Machinery, uma das principais fabricantes de maquinário para fábricas de papel na Índia, com presença global em 75+ países.
Por Que Escolher a Parason?
- 50+ anos de experiência (fundada em 1976)
- 75+ países, 500+ instalações em seis continentes
- Turnkey completo: 5 a 100 TPD — engenharia, fabricação, montagem, comissionamento, treinamento
- Integração de fonte única — todos os componentes projetados para funcionar juntos
- Certificação ISO 9001:2015