A tissue paper production line converts wood pulp, recycled fiber, or alternative raw materials into lightweight, soft paper products through 7 main stages: stock preparation, cleaning, refining, approach flow, sheet formation, Yankee drying with creping, and converting. Each stage requires specialized machinery designed for tissue’s unique requirements — low GSM (13-40 grams per square meter), high softness, controlled absorbency, and production speeds exceeding 1,500 meters per minute.
The tissue paper manufacturing process differs fundamentally from regular papermaking. The crescent former, Yankee cylinder, and creping system are engineered specifically for tissue. These three components determine your product’s softness, bulk, and strength.
Parason Machinery has engineered complete tissue production lines for over 50 years, with 500+ installations across 75+ countries. Parason supplies tissue paper machines from 5 TPD to 100 TPD — covering everything from a small-scale startup to a major commercial operation.

What Is Tissue Paper and How Is It Different From Regular Paper?
Tissue paper is a lightweight, soft, and absorbent paper product manufactured at low basis weights (typically 13-40 GSM) using a specialized forming and drying process that includes creping on a Yankee cylinder. Unlike regular paper, tissue is engineered for single-use applications where softness, absorbency, and disposability are the primary requirements.
The key differentiator is the creping process. After the wet sheet forms on the crescent former and dries on the Yankee cylinder, a doctor blade scrapes it off the cylinder surface. This creates thousands of micro-wrinkles that give tissue its characteristic softness, bulk, and stretch.
| Property | Tissue Paper | Regular Paper |
|---|---|---|
| GSM Range | 13-40 GSM | 40-300+ GSM |
| Primary Fiber | Short-fiber hardwood (BHKP) | Long-fiber softwood or recycled |
| Drying Method | Single Yankee cylinder + hood | Multi-cylinder dryer section |
| Creping | Yes — creates softness and bulk | No |
| Machine Speed | 800-2,000+ MPM | 200-1,200 MPM |
| End Use | Facial tissue, toilet paper, napkins | Packaging, writing, printing |
This fundamental difference determines which machinery you need. A tissue paper production line requires a crescent former, a Yankee cylinder, a hood system, and a creping doctor — none of which are part of a conventional paper machine production line. For a detailed look at Fourdrinier, gap former, and multi-cylinder configurations used in regular papermaking, see our guide on paper machine technology.
What Are the Different Types of Tissue Paper?
Tissue paper is not a single product — it is a family of products, each with distinct GSM, ply configuration, and performance requirements.
| Type | GSM | Plies | Key Properties | End Use |
|---|---|---|---|---|
| Facial Tissue | 13-20 | 2-3 | Soft, strong when dry | Personal care |
| Toilet Tissue | 15-25 | 1-3 | Wet disintegration, soft | Bathroom use |
| Paper Napkins | 17-22 | 1-2 | Absorbent, printable | Dining, food service |
| Kitchen Towels | 20-30 | 2-3 | Wet strength, absorbent | Kitchen cleaning |
| Hand Towels | 25-40 | 1-2 | Strong, durable | Commercial washrooms |
Facial tissue demands the highest softness — requires short-fiber hardwood pulp (eucalyptus BHKP), gentle refining, and precise creping. Toilet tissue must disintegrate rapidly in water and cannot include wet strength agents. Kitchen towels require high wet strength and absorbency with deep embossing patterns.
The Parason tissue paper making machine handles all these grades across a 13-35 GSM range with real-time furnish adjustments for grade changes.
What Raw Materials Are Used in Tissue Paper Manufacturing?
Three primary fiber categories dominate the tissue industry: virgin wood pulp, recycled fiber, and alternative fibers.
| Raw Material | Fiber Length | Softness | Best For |
|---|---|---|---|
| Eucalyptus BHKP | 0.7-1.2 mm | Excellent | Facial tissue, premium toilet paper |
| NBSK (Softwood) | 2.5-4.5 mm | Low | Strength component in blends |
| Recycled / DIP | Mixed | Moderate | Budget toilet paper, napkins |
| Bamboo | 1.5-2.5 mm | Good | Eco-premium tissue products |
| Bagasse | 1.0-1.7 mm | Moderate | Cost-effective tissue in tropical markets |
Bleached Hardwood Kraft Pulp (BHKP) from eucalyptus, birch, or acacia provides the short fibers (0.7-1.2 mm) that create softness. NBSK from spruce, pine, or fir provides long fibers (2.5-4.5 mm) for tensile strength — typically 15-30% of the blend.
Recycled fiber — specifically Deinked Pulp (DIP) — goes through a deinking process in the paper industry to remove inks and contaminants. Bagasse is abundant in tropical countries — Parason has experience with bagasse fiber processing and tableware machinery.
Your stock preparation system for paper mill must handle whatever raw material your business case demands.
How Is Tissue Paper Made? 7-Step Manufacturing Process
A tissue paper production line transforms raw fiber into finished parent rolls through 7 sequential process stages. Here is the complete tissue paper manufacturing process.
Step 1 — Stock Preparation: Pulping and Fiber Processing
Stock preparation is where manufacturing begins. Raw material enters a pulper that breaks it into individual fibers suspended in water. For virgin pulp, the pulper operates at 4-6% consistency. For recycled fiber, high-consistency pulping at 15-16% is preferred because the mechanical action dislodges inks and contaminants.
Parason’s HICON Pulper for paper mill stock preparation (HM Series) handles 8 to 220 TPD at 15-16% consistency with 96%+ defibering efficiency.
Step 2 — Cleaning and Screening
Fibers carry contaminants — sand, glass, metal, plastic films, adhesives — that must be removed. Cleaning uses centrifugal force to separate heavy particles. Parason’s high density cleaner for paper mill (HDCC Series) handles up to 12,000 LPM. Screening uses slotted baskets — Parason’s pressure screen and fine screen for pulp screening (VSL Series) delivers 8-1,360 TPD capacity.



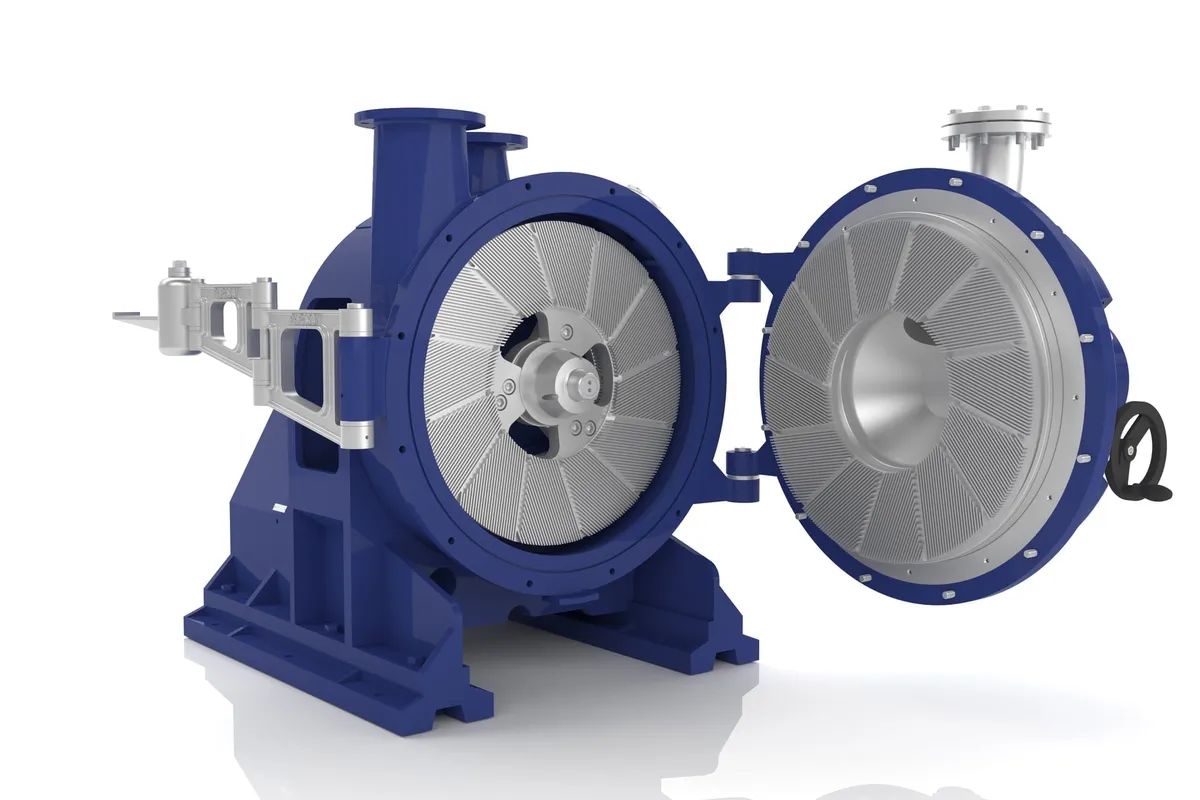
Step 3 — Refining for Softness and Strength
Refining controls the balance between softness and strength — the most critical trade-off in tissue manufacturing. Fibers pass between rotating disc surfaces with machined bar patterns. The mechanical action fibrillates fiber surfaces, increasing inter-fiber bonding.
For tissue, the target is minimal refining — just enough to hold the sheet together during forming and creping. Typical tissue freeness: 400-550 CSF, significantly higher than the 250-350 CSF used for writing paper.
Parason’s Twin Disc Refiner for pulp refining (TDR Series) delivers 20% lower energy consumption than conventional double-disc designs. Parason’s refiner fillings and refiner plates are engineered for hardwood, softwood, and recycled furnish types.
Step 4 — Approach Flow System
The approach flow bridges stock preparation and the tissue machine. Three critical functions: consistency regulation (diluting from 3-4% to 0.1-0.3%), air removal (prevents pinholes and foam), and final screening. It also enables grade changes without stopping the machine.
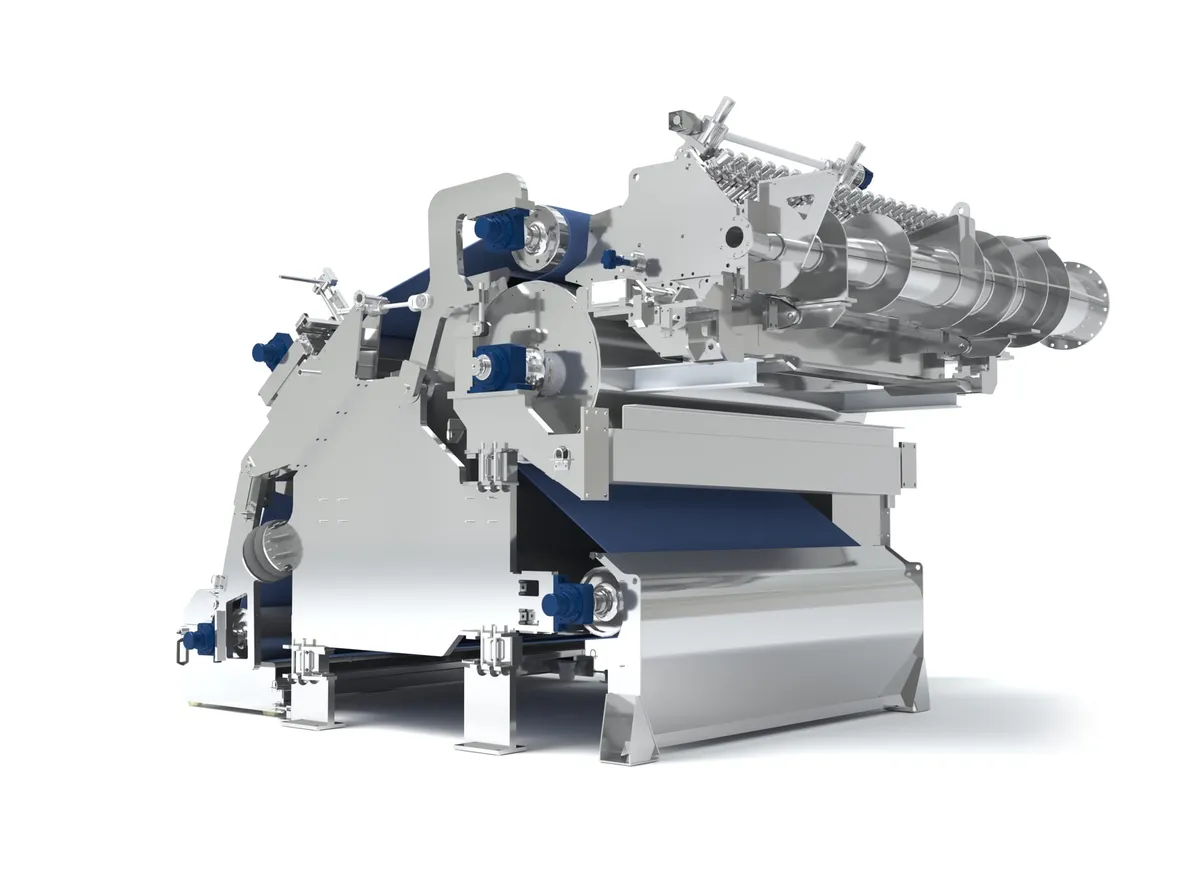
Step 5 — Sheet Formation on the Crescent Former
The crescent former is the heart of a modern tissue production line. The headbox injects diluted fiber suspension (0.1-0.2% consistency) into a nip formed between two fabrics. Water drains through the forming fabric, leaving fibers deposited onto the felt.
Why crescent former over conventional designs? Better formation (more uniform sheet), higher speeds (up to 1,500 MPM), and direct transfer to felt (eliminates sheet breaks at high speeds).
Parason’s crescent former produces tissue at 13-35 GSM with automatic dilution control for cross-direction basis weight uniformity. For full specifications, visit the Parason tissue paper machine and crescent former product page.
Step 6 — Yankee Drying and Creping
The Yankee cylinder (12-16 ft diameter) performs two functions simultaneously: drying and creping. Steam inside heats the shell to 90-100°C. A hot air hood (300-500°C) accelerates evaporation. The sheet goes from 40% to 94-97% dryness in a single revolution.
Creping: A doctor blade scrapes the dried sheet off the Yankee surface, creating hundreds of micro-folds per centimeter. These folds give tissue its softness, bulk (1.5-3x thickness increase), and stretch (15-30% elongation).
Parason’s Yankee cylinders are available in 12-16 ft diameters with paper widths up to 4,500 mm. The suction press roll transfers the sheet with nip loads up to 120 kN/m.



Step 7 — Converting: Embossing, Perforation, and Rewinding
The tissue machine produces a large parent roll. Converting transforms it into finished products through: multi-ply lamination, embossing (increases perceived softness and absorbency), perforation (tear lines), rewinding onto cardboard cores, and folding/packaging for interfold products.

Complete Machinery List for a Tissue Paper Production Line
| Stage | Equipment | Function | Parason Specs |
|---|---|---|---|
| Pulping | HICON Pulper | Breaks raw material into fiber | HM Series, 8-220 TPD |
| Cleaning | Hi-Density Cleaner | Removes heavy contaminants | HDCC Series, up to 12,000 LPM |
| Screening | Fine Screen | Removes oversized debris | VSL Series, 8-1,360 TPD |
| Refining | Twin Disc Refiner | Controls fiber bonding | TDR Series, 20% energy savings |
| Approach Flow | Inflow Pressure Screen | Final screening before headbox | VIS Series, 50-400 TPD |
| Forming | Crescent Former + Headbox | Forms the wet tissue sheet | 13-35 GSM, up to 1,500 MPM |
| Pressing | Suction Press Roll | Transfers sheet to Yankee | Up to 1,200 mm, 120 kN/m |
| Drying | Yankee Cylinder | Contact + convective drying | 12-16 ft, up to 4,500 mm width |
| Drying | Hood System | Hot air over Yankee | Gas or steam heated |
| Creping | Doctor Blade | Creates softness via creping | Quick blade replacement |
| Reeling | Pope Reel | Winds parent rolls | Fully automated option |
| Converting | Rewinder, Embosser | Finished product conversion | Triple-ply available |
Parason supplies complete tissue production lines as turnkey paper mill solutions and complete paper mill setup. For detailed machinery specifications by capacity, see the tissue paper mill machinery guide — from stock preparation through converting, including engineering, erection, commissioning, and operator training.
How Does Tissue Differ From Regular Paper Manufacturing?
| Factor | Tissue Paper | Regular Paper |
|---|---|---|
| GSM Range | 13-40 | 40-300+ |
| Forming | Crescent former (twin-wire) | Fourdrinier or gap former |
| Drying | Single Yankee + hood | Multi-cylinder (20-60 cylinders) |
| Creping | Yes — essential | No |
| Speed | 800-2,000+ MPM | 200-1,200 MPM |
| Quality Goal | Softness & absorbency | Strength & printability |
| Refining | Minimal (preserve bulk) | Extensive (maximize bonding) |
For mill setup guidance, see the guide on how to set up a paper mill plant step by step.
What Factors Affect the Cost of a Tissue Paper Production Line?
Key cost drivers:
- Production capacity (TPD) — the single biggest cost driver
- Paper grade — premium facial tissue requires tighter tolerances
- Raw material type — recycled fiber lines need deinking, flotation, dispersion
- Automation level — DCS/PLC control vs semi-automatic
- Geographic location — land, construction, labor rates
- Utilities infrastructure — water, steam, power
- Converting scope — can represent 20-40% of total investment
- Environmental compliance — effluent treatment, air emission controls
For detailed economics, see our tissue paper manufacturing cost guide. For accurate project costing, contact Parason’s engineering team.
Capacity Planning: What You Need Before Setting Up
| Parameter | 10-15 TPD | 30-50 TPD | 80-100 TPD |
|---|---|---|---|
| Land (acres) | 3-5 | 8-12 | 15-25 |
| Water (m³/day) | 300-500 | 800-1,500 | 2,500-4,000 |
| Steam (tonnes/hr) | 3-5 | 8-15 | 20-35 |
| Power (kW installed) | 800-1,500 | 2,500-5,000 | 8,000-15,000 |
| Gas for Hood (Nm³/hr) | 200-400 | 600-1,200 | 1,500-3,000 |
| Manpower | 25-40 | 50-80 | 100-150 |
These are planning-level estimates. Parason’s engineering team provides precise utility calculations as part of the project feasibility study.
Sustainable Tissue Paper Manufacturing
Water: Modern tissue mills recirculate 80-90% of process water. Parason designs complete stock preparation systems for paper and tissue mills with fiber recovery and water recirculation built in.
Energy: The Yankee hood accounts for 50-65% of thermal energy. Heat recovery from hood exhaust saves 15-25% on fuel. Higher post-press dryness saves ~4% drying energy per 1% improvement. VFD drives on major motors reduce electrical consumption by 15-30%.
Recycled Fiber: A tissue mill running 100% DIP saves approximately 17 trees per tonne of paper produced (U.S. EPA). Parason’s TDR Series refiners deliver 20% energy savings over conventional designs.
Global Tissue Paper Market and Demand
The global tissue paper market was valued at approximately USD 91 billion in 2024, projected to reach USD 154.5 billion by 2032 at a CAGR of 6.95%. The opportunity lies in the per capita consumption gap:
| Region | kg/capita/year |
|---|---|
| North America | 25-27 |
| Western Europe | 15-18 |
| China | 8-10 |
| Southeast Asia | 2-4 |
| South Asia | 0.5-1.5 |
| Sub-Saharan Africa | 0.3-0.8 |
This 30-50x difference between developed and developing markets represents massive growth potential. Growth drivers: urbanization, tourism & hospitality, healthcare expansion, and retail modernization.
Learn more about Parason Machinery — a leading paper mill equipment manufacturer in India with global presence across 75+ countries.
Why Choose Parason for Your Tissue Paper Mill?
- 50+ years of manufacturing experience (founded 1976)
- 75+ countries, 500+ installations across six continents
- Complete turnkey: 5 TPD to 100 TPD — engineering, manufacturing, erection, commissioning, training
- Single-source integration — all components designed to work together, reducing commissioning time by 30-40%
- ISO 9001:2015 certified manufacturing