The kraft process — also called the sulfate process — is the method used in over 80% of the world's chemical pulp production. It converts wood chips into strong cellulose fibers by dissolving lignin with an alkaline cooking liquor. Globally, kraft mills produce over 130 million tonnes of pulp each year.
What makes the kraft process dominant over other pulping methods is not just pulp strength. It is the closed-loop chemical recovery system that recovers roughly 95% of cooking chemicals and generates enough energy to make modern kraft mills self-sufficient in steam and electricity.
This guide covers every stage of the kraft process — from raw material preparation to the chemical recovery cycle — with the actual process parameters, equipment, and practical considerations that mill engineers and project planners need.
What Is the Kraft Process?
The kraft process is a chemical pulping method that treats wood chips with a hot mixture of sodium hydroxide (NaOH) and sodium sulfide (Na₂S) — collectively called white liquor. This alkaline solution breaks the chemical bonds between lignin, hemicellulose, and cellulose, dissolving the lignin while preserving the cellulose fibers that become paper.
The name "kraft" comes from the German word for "strength." Carl F. Dahl developed the process in 1879, and the first commercial kraft mill opened in Sweden in 1890. The invention of the recovery boiler in the 1930s by G.H. Tomlinson transformed the process into a nearly closed-loop system. By the 1940s, kraft pulping had become the dominant global technology — and it still is.
Kraft Process vs Other Pulping Methods
- Stronger pulp: Kraft pulp has superior tear and tensile strength because the alkaline conditions preserve longer cellulose fibers.
- Raw material flexibility: Unlike the sulfite process, kraft pulping works with virtually any wood species — softwood, hardwood, and even non-wood fibers like bamboo, bagasse, and wheat straw.
- Chemical recovery: Approximately 95% of the cooking chemicals are recovered and reused. The organic matter dissolved from wood is burned as fuel in the recovery boiler, making modern kraft mills largely self-sufficient in energy.
Raw Materials for Kraft Pulping
The kraft process accepts a wide range of fibrous raw materials. The choice directly affects pulp yield, fiber length, paper strength, and cooking conditions.
| Raw Material | Fiber Length | Yield | Paper Grades | Key Regions |
|---|---|---|---|---|
| Softwood (pine, spruce) | 3–5 mm | 45–50% | Kraft liner, sack paper | Scandinavia, N. America, Brazil |
| Hardwood (eucalyptus, birch) | 1–2 mm | 48–52% | Writing, tissue, printing | Brazil, Indonesia, India, Vietnam |
| Bamboo | 2–3 mm | 40–45% | Writing, printing, packaging | India, Bangladesh, China |
| Bagasse (sugarcane) | 1.5–2.5 mm | 38–42% | Writing, newsprint, packaging | India, Brazil, Egypt, Nigeria |
Softwood produces long fibers for strength. Hardwood provides smoothness and printability. Many mills blend 70:30 to 80:20 softwood/hardwood for balanced properties.
In tropical regions, mills use eucalyptus (Brazil, India, Vietnam), bamboo (India, Bangladesh), or bagasse (Africa, South Asia, Latin America). Parason has supplied pulping and paper machine systems for all these raw material types across 75+ countries.
Step-by-Step Kraft Pulping Process
Step 1: Wood Preparation
Logs pass through a debarker then a chipper (rotating disc with fly knives and dead knives) to produce uniform chips of 12–25 mm length and 2–10 mm thickness.
Uniform chip size is critical — oversized chips cook unevenly, undersized chips over-cook and reduce yield. A double-deck vibrating screen (30/50 mm top, 3/4 mm bottom) separates acceptable chips from rejects.

Step 2: Cooking (Digestion)
Cooking is the core chemical reaction. Wood chips are loaded into a digester with white liquor (NaOH + Na₂S).
- Impregnation: Chips are soaked in black/white liquor mixture below 100°C. Approximately 40–60% of total alkali is consumed during impregnation.
- Main cook: Temperature raised to 170–176°C at 110–150 PSI (7.5–10.3 bar). NaOH and Na₂S break the lignin-cellulose bonds. Lignin dissolves; cellulose fibers remain intact.
- Liquor-to-wood ratio: approximately 3:1 to 5:1 (litres per kilogram). Sulfidity maintained at 25–35% of Total Titratable Alkali. Operating sulfidity below 15% results in slower delignification and weaker pulp.
Batch vs Continuous Digesters
| Parameter | Batch | Continuous |
|---|---|---|
| Capacity | 10–20 tonnes/cook | 1,000+ TPD |
| Cooking time | 1–3 hours | Continuous flow |
| Total cycle (wood) | 5.5–6 hours | Continuous |
| Best for | Smaller/multi-grade mills | Large single-grade mills |
Batch digesters: 60–150 m³. Typical wood pulp cycle: chip loading (0.45–1.0 hr) → steaming to 135°C (1 hr) → retention (1 hr) → steaming to 165–170°C (1 hr) → retention (0.5–1.0 hr) → blowing (0.5 hr).
Agro-residue pulping: 160–165°C, 20–25 min retention (non-wood delignifies faster).
Critical: Above 180°C (360°F) damages fiber strength and reduces yield.
Step 3: Blowing and Pulp Discharge
After cooking, a pressure release valve releases gases and the pulp is blown into a blow tank at atmospheric pressure. The resulting mixture: cellulose fibers in spent cooking liquor (now called black liquor).
Step 4: Washing and Screening
Brown stock washing displaces black liquor from the fiber mat using counter-current hot water. The recovered weak black liquor goes to evaporators.
- Vacuum drum washers — traditional, smaller mills
- Pressure diffusers — higher efficiency, large mills
- Wash presses — combine washing and thickening
- Twin Turbo Washers — agro-pulping, high consistency
Pressure screens with slotted baskets separate clean pulp from shives, knots, and dirt.
Step 5: Oxygen Delignification
Reduces Kappa number by 25–35%. The result: significantly lower bleaching chemical consumption, typically a 25–30% reduction.
Conditions: 10–12% consistency, 60 min retention, 95–100°C, 3–6 kg/cm², NaOH 15–20 kg/tonne.
Step 6: Bleaching
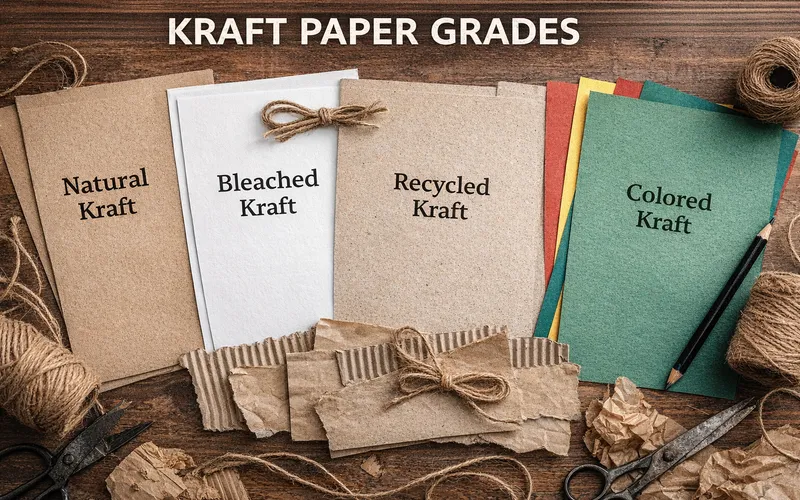
ECF (Elemental Chlorine Free) bleaching uses ClO₂, H₂O₂, O₂, and NaOH in multiple stages. Not all kraft pulp is bleached — unbleached grades (kraft liner, sack paper, corrugated medium) use the natural brown color.
Step 7: Refining and Stock Preparation
Disc refiners (single and double disc) mechanically treat fibers for improved bonding, flexibility, and surface area. For high-kappa kraft pulp, high consistency refiners are used before the main refining stage.
- HD cleaners — heavy contaminants
- LC cleaners (centri-cleaners) — fine contaminants
- Fine screens — final cleaning before headbox
- Disc filters / gravity thickeners — consistency adjustment
Refiner plates and stock preparation equipment are critical for final pulp quality.
The Chemical Recovery Cycle
Chemical recovery converts spent black liquor back to fresh white liquor — recovering ~95% of chemicals and generating energy.
Black Liquor Evaporation
Weak black liquor (~15% solids) is concentrated to 65–80% solids in multiple-effect evaporators.
Recovery Boiler
- Energy recovery: Organic matter burns as fuel, generating steam for turbines and process heat. Modern kraft mills typically produce more energy than they consume.
- Chemical recovery: Inorganic chemicals collect as molten smelt, dissolved to form green liquor.
Causticizing
Green liquor (Na₂CO₃ + Na₂S) + quicklime (CaO) in slaker and causticizer tanks produces white liquor (NaOH + Na₂S). Filtered and returned to digesters.
Lime Kiln
Lime mud (CaCO₃) heated to ~1,200°C regenerates quicklime (CaO). This completes the closed loop: digester → washer → evaporator → recovery boiler → causticizer → lime kiln → digester.
Kraft Paper Grades and Applications
| Grade | GSM | Raw Material | Bleached | Applications |
|---|---|---|---|---|
| Kraft liner | 125–440 | Softwood/OCC | No | Corrugated box outer layers |
| Sack kraft | 70–100 | Softwood | No | Cement bags, food bags |
| White top liner | 135–350 | SW + HW | Top layer | Retail packaging |
| Corrugated medium | 80–200 | HW / agro | No | Corrugated board fluting |
| Writing & printing | 50–120 | Hardwood | Yes | Office paper, notebooks |
| Tissue | 12–50 | SW+HW/bagasse | Yes | Facial tissue, toilet paper |
| Duplex board | 200–450 | Multi-layer | Top layer | Consumer packaging |
Paper machines for kraft grades range from single-wire (kraft, tissue, lower GSM) to four-wire and multi-wire for duplex and multilayer kraft. Modern machines offer deckle widths up to 10 meters and speeds up to 1,200 MPM. For a comprehensive overview of forming, pressing, and drying configurations, see our guide to paper machine technology. The headbox distributes the fiber suspension evenly across the wire for uniform sheet formation.
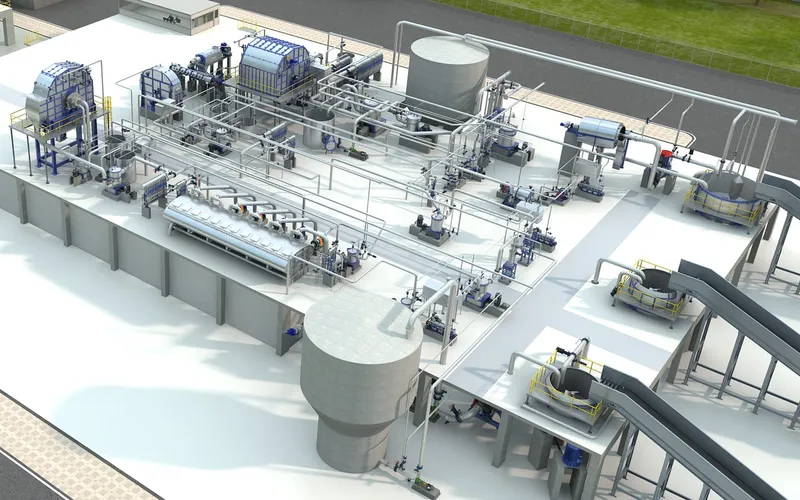
Equipment Required for a Kraft Pulp Mill
| Stage | Key Equipment | Function |
|---|---|---|
| Wood prep | Debarker, chipper, screen | Size reduction |
| Cooking | Batch digester (60–150 m³) or continuous | Delignification |
| Blowing | Blow tank, blow line | Pressure release |
| Washing | Brown stock washer, wash press | Black liquor separation |
| Screening | Pressure screens, centri-cleaners | Impurity removal |
| O₂ delig. | Bleach tower, mixer, reactor | Pre-bleach lignin removal |
| Bleaching | Bleach towers, chemical mixers | Brightness |
| Refining | Single/double disc refiners | Fiber development |
| Thickening | Disc filter, gravity thickener | Consistency |
| Recovery | Evaporators, recovery boiler, lime kiln | Chemical & energy recovery |
| Stock prep | HD cleaners, LC cleaners, fine screen | Final cleaning |
For a detailed breakdown of every machine in a kraft paper production line — from pulper to pope reel — see our complete guide to kraft paper mill machinery.
Environmental Considerations
- ECF bleaching reduced chlorinated discharge by 90%+
- O₂ delignification reduces bleach effluent 25–30%
- Black liquor recovery eliminates largest waste stream
Modern kraft mills with efficient recovery boilers are net energy producers — valuable where grid power is expensive or unreliable (common in Africa, South Asia, Southeast Asia).
In major producing regions, the majority of wood for kraft pulping comes from sustainably managed forests, including fast-growing plantation species. Eucalyptus (5–7 year rotations) provides renewable fiber in Brazil, India, Indonesia. Bagasse pulping converts sugar industry waste into paper. Mill effluent treatment plants further reduce environmental impact.
Frequently Asked Questions About the Kraft Process
What is the kraft process in paper making?
Why is it called the kraft process?
What chemicals are used in kraft pulping?
What is the difference between kraft and sulfite pulping?
What is black liquor in the kraft process?
What is the Kappa number in kraft pulping?
How much energy does a kraft mill produce?
What raw materials can be used in kraft pulping?
What is the cooking temperature and time for kraft pulping?
Planning a kraft paper mill? Parason delivers turnkey kraft lines in 70+ countries.
Request Consultation →