Refining in the paper industry is the mechanical treatment of pulp fibres between rotating discs or plates to develop their papermaking properties before the stock reaches the paper machine. A refiner passes the fibre suspension through a narrow gap fitted with bars and grooves; the bars work the fibres, making them more flexible and giving them more bonding surface. Refining is what turns raw pulp into stock that forms a strong, uniform, well-bonded sheet. This guide explains what a refiner does, why pulp is refined, the refining process step by step, and the difference between high and low consistency refining.
Parason has built refining equipment and complete stock preparation lines for mills in more than 75 countries since 1976, with over 2,000 installations worldwide and units in India and Brazil. The explanations below reflect how refining is run on real mill floors.
What Is a Refiner in the Paper Industry?
A refiner is a machine that mechanically treats pulp fibres by passing them through a small gap between a rotating element and a stationary one, both fitted with bars and grooves. As fibres pass through, the bars compress and shear them, which fibrillates the fibre surface and makes the fibre more flexible. The result is fibre that bonds better and forms a stronger sheet. A refiner does not cut the fibre on purpose; controlled refining develops the fibre, while poorly controlled refining cuts it and weakens the paper.
In the mill, refining sits in the stock preparation line after pulping, cleaning and screening, and before the approach flow to the paper machine. It is one of the largest electrical energy users in a paper mill, because pulp and paper is among the most energy-intensive manufacturing sectors (International Energy Agency).
Why Is Pulp Refined?
Pulp is refined to develop the fibres so they bond into a stronger, more uniform sheet. Raw pulp fibres are stiff and smooth, and a sheet made from them is weak and porous. Refining changes that in four ways:
- Fibrillation: the fibre surface is roughened into fine fibrils, which increases the bonding area between fibres.
- Flexibility: fibres become more pliable, so they collapse and conform to each other, giving more fibre-to-fibre contact.
- Strength: more bonding plus more contact raises tensile, burst and fold strength.
- Drainage control: refining lowers freeness (raises degrees SR), balanced against machine speed and drying.
The papermaker refines enough to reach target strength without lowering drainage so far that the machine slows or the sheet over-densifies. That balance, measured as freeness or Schopper-Riegler, is the heart of refining control.
The Pulp Refining Process, Step by Step
The pulp refining process passes stock through the refiner gap under controlled pressure, with the result set by the gap, the plate pattern and the energy applied:
- Feed: screened pulp at the right consistency is pumped into the refiner.
- Gap loading: the rotating disc or cone is loaded against the stationary one, setting the gap.
- Bar crossing: as the bars cross, they trap and work the fibres, fibrillating and flexing them.
- Energy transfer: refining energy is applied per tonne (specific refining energy), the key control variable with intensity.
- Discharge: developed stock leaves at a lower freeness, ready for the approach flow.
| Refining variable | What it controls | Why it matters |
|---|---|---|
| Gap / plate clearance | How hard fibres are worked | Too tight cuts fibre; too open under-develops it |
| Plate (bar) pattern | Development vs cutting | Matched to furnish and target sheet |
| Specific refining energy | Degree of development | Sets strength gain and energy cost per tonne |
| Refining intensity | Gentle vs aggressive action | Develops fibre without shortening it |
| Consistency | High vs low consistency action | Sets the refining mechanism |
High Consistency vs Low Consistency Refining
Refining is done at high or low consistency, and the choice changes what the refiner does to the fibre.
- High consistency (HC) refining works fibres mostly against each other in thick stock. It develops fibre with less cutting and preserves fibre length, suiting mechanical pulping, MDF and fibre-length-critical work.
- Low consistency (LC) refining works fibres mostly between the bars in dilute stock. It is the common choice for stock preparation in most paper and board mills, with good control of freeness.
Most paper and board stock preparation uses low consistency refining; high consistency refining belongs to mechanical pulp, MDF and similar work. The right choice depends on the furnish and the sheet.
Types of Refiners
Refiners are classified by the shape of their refining surface: disc, conical or cylindrical. This page covers them in brief and links out to the dedicated pages.
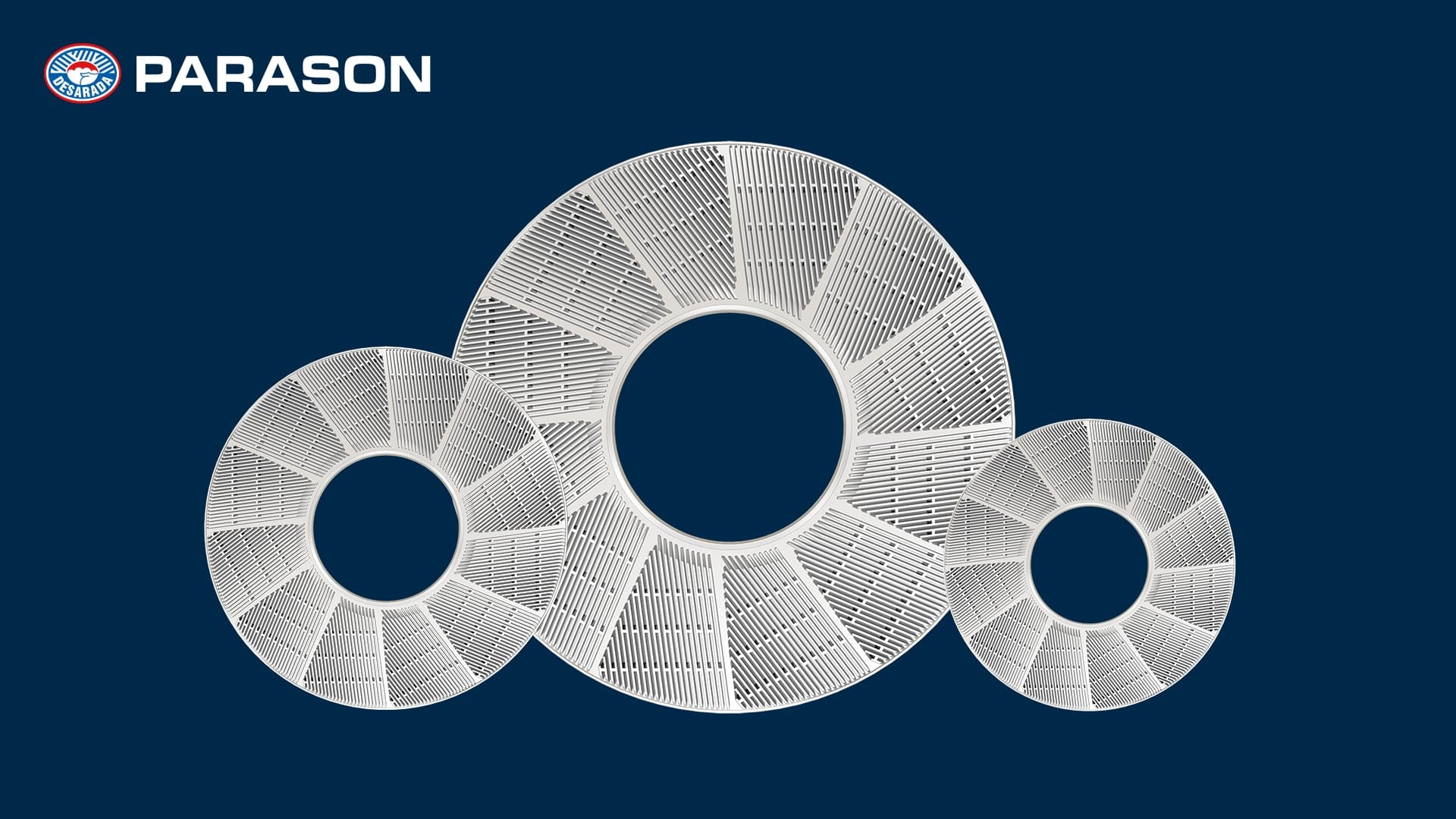
- Disc refiners: flat rotating and stationary discs, the workhorse of low consistency stock preparation. See the twin disc refiner page.
- Conical refiners: cone-in-cone geometry with a long, gentle refining zone. See the dedicated conical refiner guide.
- Cylindrical and specialty refiners: for particular furnishes and positions in the line.
For the commercial range and selection of refining machinery, see the Parason refining equipment hub.
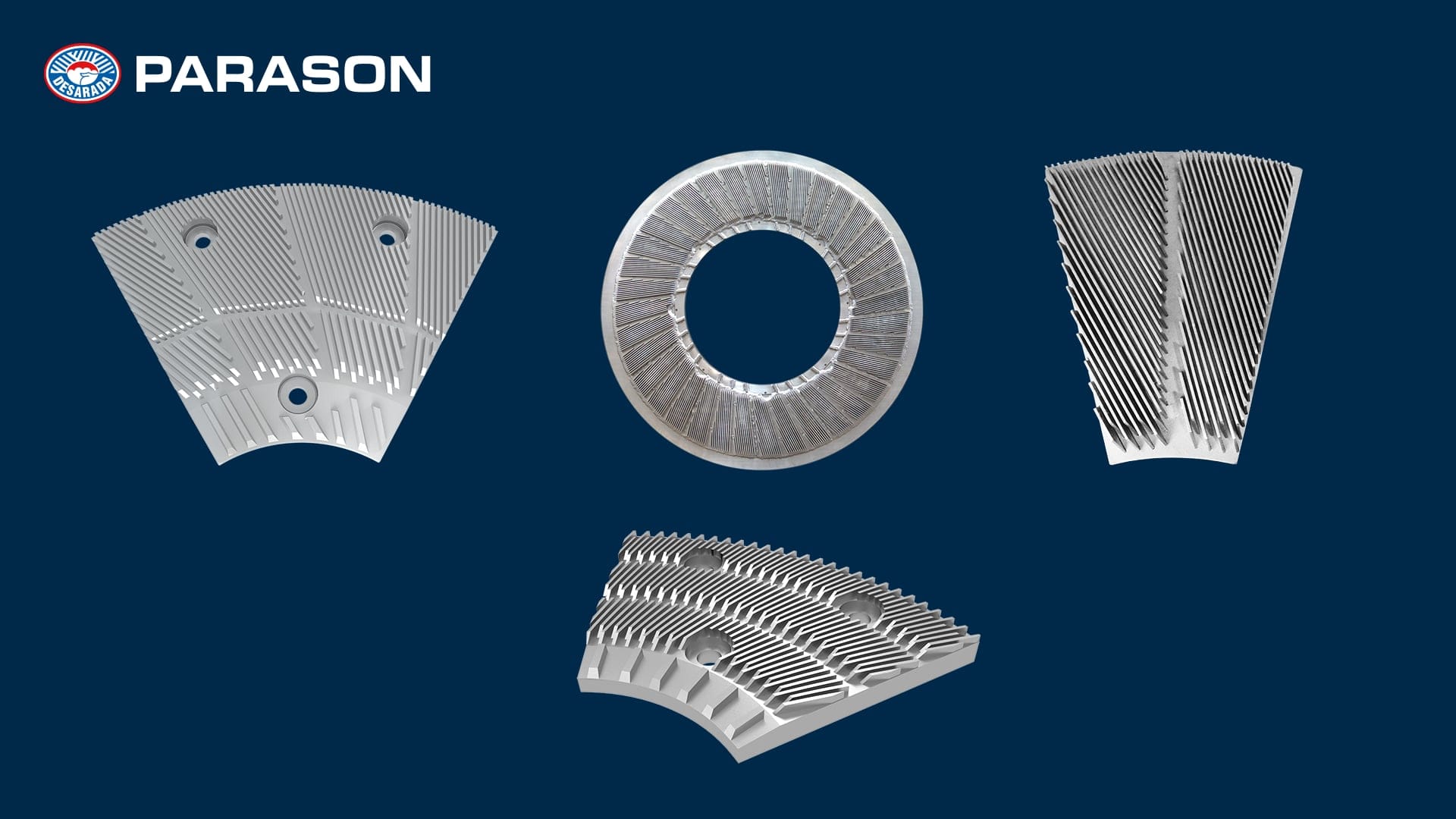
Refiner Plates and Fillings
The refiner plates (disc refiners) and fillings (conical refiners) are the wear parts that work the fibre; the bar-and-groove pattern decides whether the refiner develops or cuts fibre. Worn plates waste energy and lose quality, so plates are a routine replacement item. See the guide to refiner plates for plate types and selection.

Refining vs Deflaking
Deflaking breaks up unfibrised flakes and bundles without developing the fibre; refining develops the individual fibres for bonding and strength. A line may use both. See the Parason deflaker range.
Parason Refining Equipment
Parason designs and manufactures the refining line and the wear parts in-house. The range includes the Tri Disc Refiner (TDR), the Confiner conical refiner, the CylindReX refiner and MDF refiner plates and fillings, engineered into complete stock preparation lines and supplied to mills across more than 75 countries, manufactured in India and Brazil. For an existing line, a refining system audit shows where energy and quality can be improved.
"Refining is where most of a mill's strength and a lot of its energy bill are decided," says a Parason refining engineer. "Get the plate pattern and the energy per tonne matched to the furnish and you build strength cheaply. Get them wrong and you either cut the fibre or burn power for nothing."
Get Your Refining Line Specified
To get refining specified for your mill, share your furnish, the grades you make, your capacity and your target strength and freeness. A Parason engineer will select the refiner, the plate pattern and the refining energy, and where it fits in the line.
- Request a refining assessment: contact the Parason team with your furnish, capacity and target sheet.
- See the refining range: the refining equipment hub.