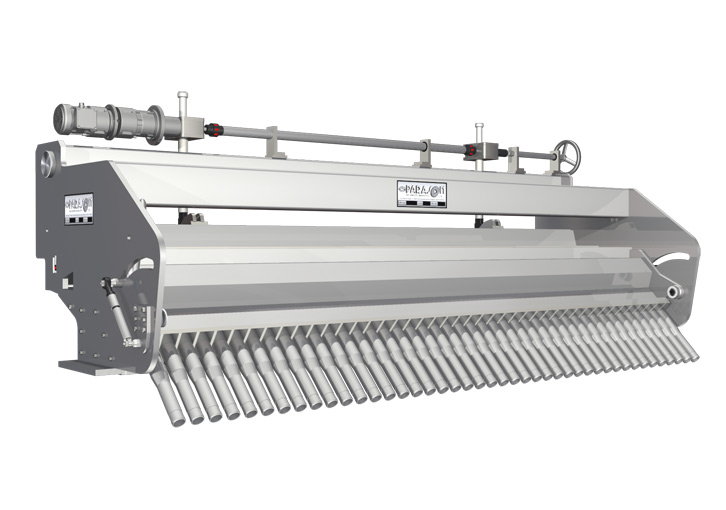
The headbox in paper machine is the single most critical component for paper quality. Its job is to take the prepared stock from the approach flow system and deliver it as a uniform, thin layer of pulp slurry onto the forming wire — at precisely the right speed, consistency, and fibre distribution. Every variation in the headbox output shows up directly in the finished paper: basis weight variation, poor formation, fibre orientation problems, and sheet defects.
This guide explains the working principle of headbox — from stock entry to jet delivery — covering the key components, the two main headbox types Parason manufactures (hydraulic and pressurized), how dilution control manages the cross-direction profile, and what happens inside the turbulence generator.

What the Headbox Does in a Paper Machine
The headbox sits between the approach flow system and the forming section (wire section). It performs three functions simultaneously:
- Distributes stock uniformly across the full machine width — ensuring equal basis weight from edge to edge
- Controls the jet speed — the speed at which pulp slurry exits onto the wire determines fibre orientation and sheet properties
- Generates controlled turbulence — breaks up fibre flocs so individual fibres land randomly on the wire, producing good formation
If any of these three functions fails, the result is visible in the paper: streaks (uneven distribution), MD/CD ratio problems (wrong jet speed), or cloudy formation (insufficient turbulence). Understanding the working principle of headbox in paper machine starts with these three core functions.
How Stock Flows Through the Headbox — Step by Step
The headbox receives diluted stock from the approach flow system — typically at 0.5 to1.2% consistency depending on the paper grade.
Step 1: Pulsation Dampening
Stock enters the headbox from the approach flow piping. The first component is the Pulsation Dampening Tank. This tank absorbs pressure fluctuations from the fan pump and piping system. Without dampening, pressure pulses create basis weight variations in the machine direction — visible as rhythmic thick/thin bands across the paper roll.
In Parason’s hydraulic headbox, the pulsation dampening tank is integrated into the headbox body. In the pressurized headbox, an air cushion pressure system from the top provides pulsation-free jet delivery.
Step 2: Cross-Direction Distribution
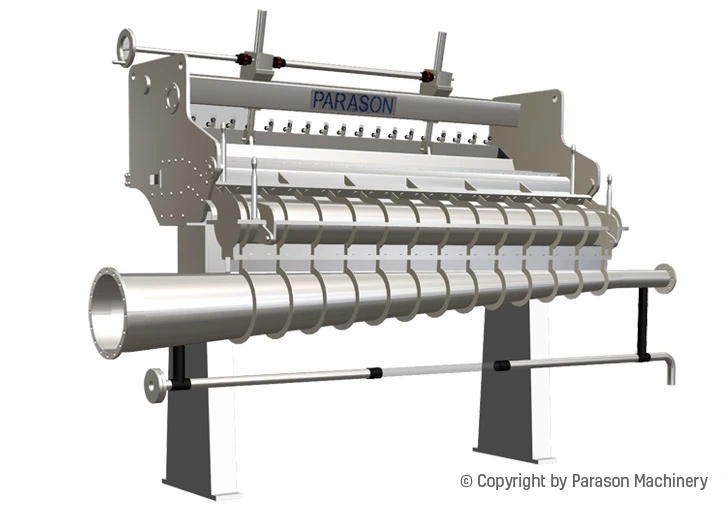
After dampening, stock must be distributed evenly across the full machine width. This is handled by the header (also called the manifold or distribution tube) — a tapered tube that runs across the machine width. The taper ensures equal pressure at every point, so stock exits uniformly from edge to edge.
Step 3: Dilution Control (CD Profiling)
The Automatic Dilution Control System adjusts the local consistency of stock at multiple points across the machine width. By adding small amounts of dilution water at specific zones, the headbox can increase or decrease the local basis weight — giving precise control over the cross-direction (CD) basis weight profile.
Parason’s hydraulic headbox features automatic dilution control for CD basis weight profiling, integrated with DCS and QCS systems with dry-end scanner feedback. This closed-loop system continuously measures the finished paper profile and adjusts headbox dilution valves in real time.
Step 4: Turbulence Generation
Before stock exits the headbox, it passes through the Turbulence Generator — a set of tubes or channels that create controlled micro-turbulence. This turbulence breaks up fibre flocs (clumps of fibres that stick together). If flocs reach the wire intact, they create visible formation defects.
Parason’s turbulence generator design provides superior fibre dispersion while maintaining jet stability — delivering enhanced TSI values and optimised TSO fibre orientation profiles.
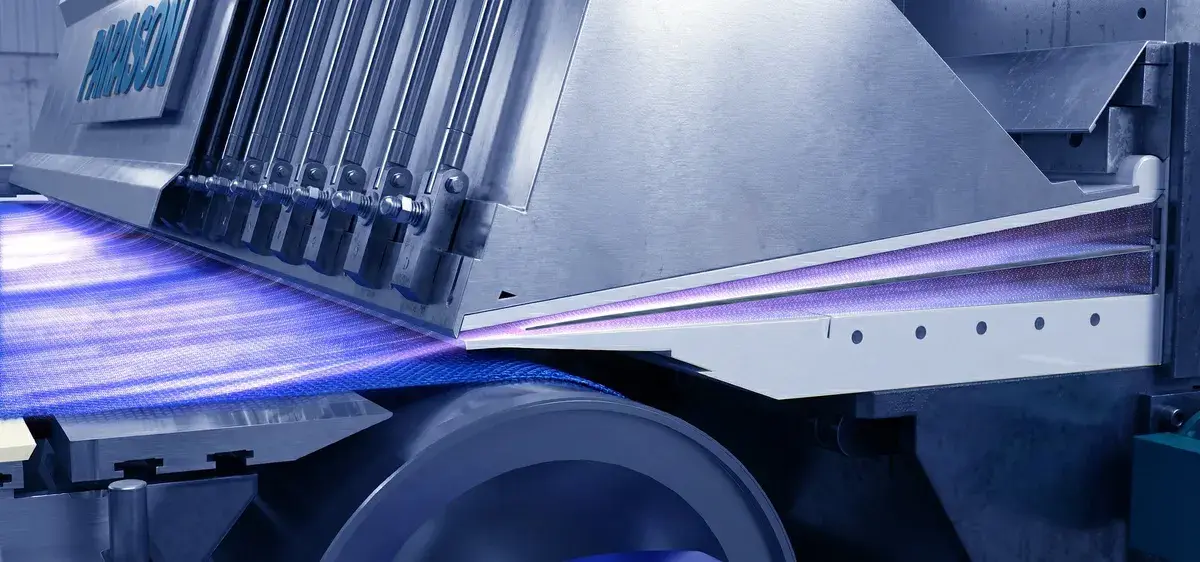
Step 5: Nozzle and Slice Lip — Jet Delivery
The nozzle converges the stock flow into a thin, high-speed jet that exits through the adjustable slice lip opening onto the forming wire. The slice lip opening controls:
- Jet thickness — determines how much stock lands on the wire per unit area
- Jet speed — relative to wire speed (jet-to-wire ratio) affects fibre orientation
- Edge control — edge feed systems prevent thin edges
Parason’s pressurized headbox includes coarse and fine slice lip adjustments. The hydraulic headbox features edge feed control for consistent sheet edges.
Jet-to-Wire Ratio: Why It Matters
The jet-to-wire ratio (J/W ratio) is the ratio between the speed of the stock jet leaving the headbox and the speed of the forming wire:
| J/W Ratio | Condition | Effect on Paper |
|---|---|---|
| J/W = 1.0 | Jet speed equals wire speed | Random fibre orientation — balanced MD/CD strength |
| J/W > 1.0 | Jet faster than wire (rush) | Fibres align in machine direction — higher MD strength |
| J/W < 1.0 | Jet slower than wire (drag) | Fibres align in cross-direction — higher CD strength |
The optimal J/W ratio depends on paper grade. Packaging papers often run with slight rush for MD strength. Printing papers target J/W close to 1.0 for balanced properties.
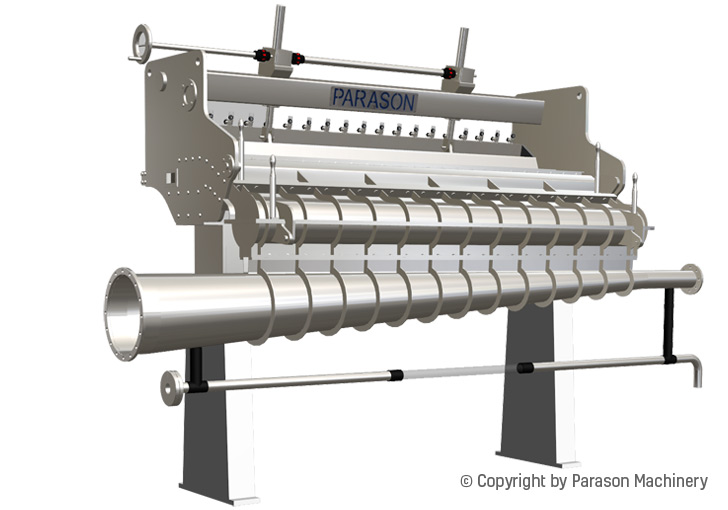
Hydraulic vs Pressurized Headbox
Parason manufactures two types, each suited to different machine speeds and paper grades:
| Parameter | Hydraulic Headbox | Pressurized Headbox |
|---|---|---|
| Speed range | Up to 800 m/min | 400 to1,200 m/min |
| Pulsation control | Pulsation dampening tank | Air cushion pressure system |
| Best for | Kraft, packaging, board | Writing, printing, tissue |
| Dilution control | Automatic CD with DCS/QCS | Automatic CD dilution |
| Turbulence generation | Integrated | Integrated |
| Slice lip | Adjustable with edge feed | Coarse and fine adjustments |
| Rectifier | — | Three-roll rectifier |
| Speed control | — | Variable speed operation |
How to choose: Up to 800 m/min on packaging/board → hydraulic headbox. Above 800 m/min or writing/printing/tissue → pressurized headbox. Selecting the right headbox in paper machine design is critical for achieving target paper quality. See Parason headbox product page for full specifications.
Approach Flow System — What Feeds the Headbox
The headbox cannot function properly without a well-designed approach flow system. It sits between the machine chest and headbox and includes:
- Fan pump — dilutes stock to headbox consistency, delivers at required pressure/flow
- Pressure screen — final screening before headbox. Parason VIS series handles 50 to 200 TPD
- Cleaners — centrifugal removal of fine contaminants by density separation
- Deaerator — removes entrained air that causes pinholes and formation defects
Approach flow quality directly determines headbox performance. Poor approach flow = poor headbox output, regardless of headbox quality. Learn more about stock preparation systems and stock preparation equipment.
Headbox Rebuild and Upgrade Services
For mills running older headboxes, Parason offers rebuild services:
- New bottom lip and top lip (precision machined)
- New CDT (cross-direction) tank
- New diffuser box
- Micro adjustment systems up to 6 metres machine width
A headbox rebuild restores the headbox in paper machine to modern performance standards without replacing the entire paper machine — at significantly lower cost. Contact Parason for assessment.