Toda fábrica de papel, independentemente do grade ou capacidade, opera sobre dois sistemas de equipamentos interligados: preparação de massa e a máquina de papel. Dimensione qualquer um dos lados incorretamente e a máquina terá desempenho abaixo do esperado. Equilibre-os corretamente e uma fábrica kraft de 50 TPD funcionará de forma lucrativa por vinte e cinco anos.
Este guia cobre cada categoria de máquina usada na indústria de papel, do desagregador que abre a fibra bruta até a enroladeira que bobina o papel acabado, com especificações verificadas, orientação de configuração grade a grade e a lógica de processo que determina qual equipamento pertence a qual fábrica.
Preparação de Massa: A Primeira Metade de Toda Fábrica de Papel
A preparação de massa é onde a matéria-prima se torna massa. A matéria-prima pode ser fardos de papel usado, cavacos de madeira ou bagaço. Tudo isso deve ser desfibrado, limpo, depurado e refinado antes de chegar à caixa de entrada. Esta é a parte mais intensiva em capital de qualquer fábrica de papel e a fonte da maioria dos problemas de produção quando é mal dimensionada ou mal sequenciada.
Desagregadores
O desagregador é onde a matéria-prima encontra a água pela primeira vez. Os desagregadores tipo D processam papel usado a 4-6% de consistência para a maioria dos grades de fibra reciclada. Os desagregadores de tambor processam OCC (Old Corrugated Containers) a 15-18% de consistência e usam significativamente menos energia por tonelada. A ação de tombamento suave em um desagregador de tambor preserva as fibras longas, o que é importante quando o produto final é kraft liner.
A Série HICON HM da Parason cobre a faixa de pulpação de 8-15 TPD (HM-3, 90 kW) até 200-220 TPD (HM-35, 650 kW). Para operações de OCC em larga escala, o Desagregador de Tambor SharpEdge escala de 150 TPD (PDP-15, 132 kW) a 1,030 TPD (PDP-100, 1,000 kW). Em fábricas que produzem kraft liner a partir de ondulado reciclado, onde a contaminação é alta e a preservação da fibra é uma prioridade, o desagregador de tambor se paga apenas em rendimento de fibra.
Para um detalhamento de como a pulpação se encaixa na sequência completa do processo, veja nosso guia de preparação de massa em fábrica de papel.

Cleaners
Após a pulpação, a suspensão carrega areia, grampos, vidro, rótulos quebrados e contaminantes pesados. Os equipamentos de limpeza de alta densidade removem pesados a 3-4.5% de consistência. A Parason fornece tanto unidades HDCS (construção em aço) quanto HDCC (construção em cerâmica). A versão cerâmica é especificada para massas de alta abrasão, onde as taxas de desgaste do aço se tornam inaceitáveis. Os cleaners de baixa densidade no sistema de aproximação removem cera, poliestireno e plásticos leves.
O separador magnético Magstruct MT protege refinadores e depuradores contra metal ferroso solto. Ele utiliza grandes ímãs permanentes com construção em aço inoxidável SS-304 e consumo de energia zero — uma armadilha magnética robusta e fabricada, instalada em linha antes do refino para prolongar a vida útil das guarnições.

Depuradores
A depuração separa feixes de fibra, partículas grandes e stickies do fluxo de massa aceita. A sequência típica utiliza primeiro um depurador grosso, depois depuradores pressurizados finos. O Depurador Fino VSL da Parason usa um ROTOR MULTIVANE AEROFOIL para operação sem pulsação, cobrindo a produção de 30 TPD (VSI-04, 22 kW) a 450 TPD (VSI-12, 90 kW) em toda a faixa de triagem. Cestos ranhurados superam os cestos furados na remoção de stickies — uma distinção que separa a limpeza aceitável para grades de embalagem da maior limpeza exigida para papel de escrita e impressão.

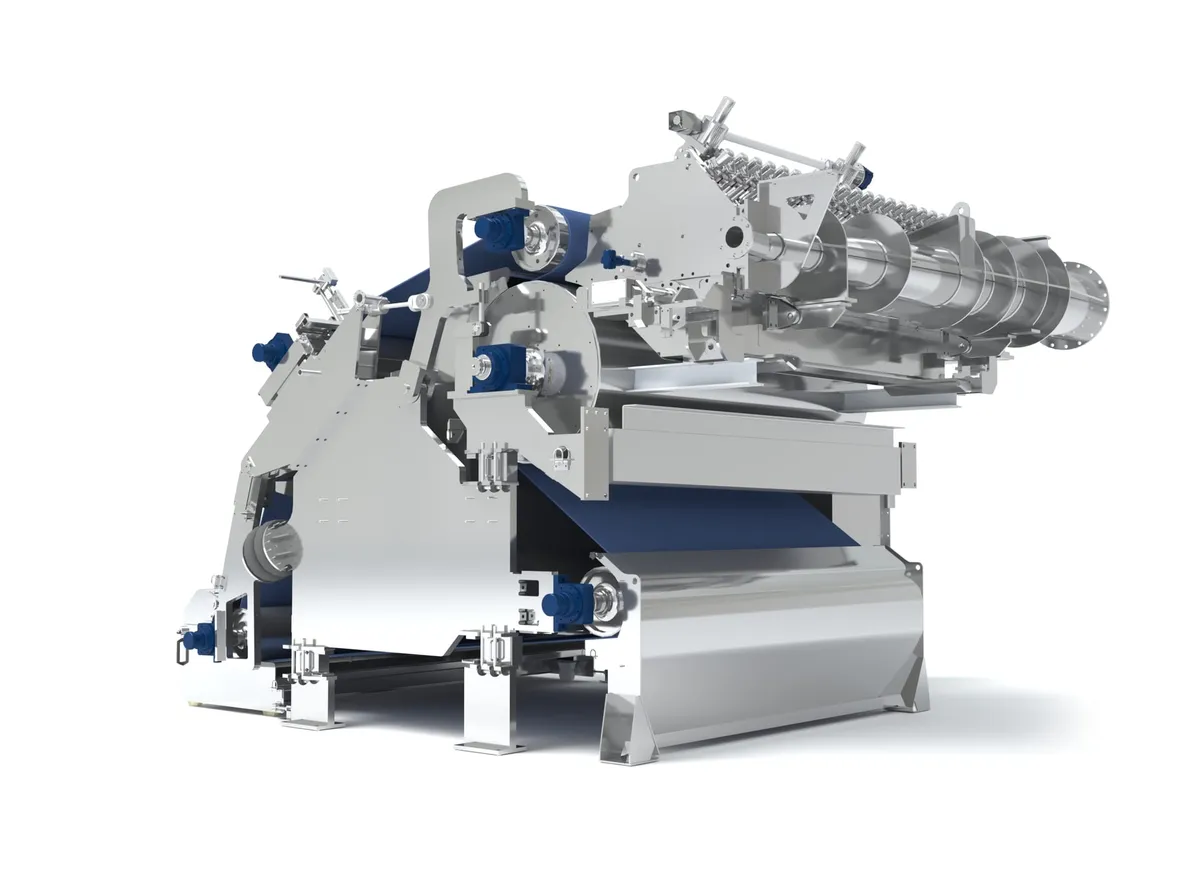
Espessamento
Os depuradores operam a 0.3-0.7% de consistência. As caixas de armazenamento e os dispersores precisam de massa a 8-12%. Os sistemas de espessamento preenchem essa lacuna. O Filtro de Discos PDF da Parason cobre 45-190 TPD (PDF 3.7) e 105-500 TPD (PDF 5.2), concentrando os aceitos de 0.7-1.1% de consistência de entrada para 8-12% de saída. A consistência de saída uniforme não é um ponto operacional menor. A variação nesta etapa causa instabilidade direta de qualidade na máquina de papel.

Refinadores
Cada tonelada de papel exige que as fibras sejam fibriladas: sua área superficial aumentada para formar ligações de hidrogênio na folha acabada. O refino é onde isso acontece, e tem a maior influência individual sobre as propriedades finais da folha.
A linha de Refinador de Disco Duplo da Parason cobre TDR-16 (50-150 TPD, 150-300 kW), TDR-20 (150-300 TPD, 300-500 kW) e TDR-26 (300-600 TPD, 500-1,000 kW). Para aplicações de refino cônico, a série Confiner CR cobre CR-300 (30-80 TPD, 75-150 kW), CR-400 (80-150 TPD, 150-300 kW) e CR-500 (150-300 TPD, 300-500 kW). Veja nossa faixa completa de equipamentos de refino com mais de 2.000 instalações em mais de 75 países.

Dispersão
Fábricas que processam massa destintada ou massa com alto teor reciclado precisam de um dispersor a quente antes da máquina de papel. O sistema de dispersão quebra aglomerados de tinta e stickies em alta consistência sem cortar a fibra. Pule esta etapa em uma linha de papel de escrita reciclado e depósitos pegajosos na tela e no feltro da prensa aparecerão poucas semanas após a partida.
A Máquina de Papel: Convertendo Massa em Papel
A máquina de papel recebe a suspensão diluída de massa a 0.3-1.0% de consistência da caixa de entrada e a converte em uma folha seca através de quatro estágios distintos de desaguamento e secagem. Cada gargalo na sequência limita a velocidade e a produção da máquina.

Caixa de Entrada
A caixa de entrada distribui a massa uniformemente por toda a largura da máquina a velocidade controlada. As caixas de entrada hidráulicas com Controle Automático de Diluição permitem a correção em tempo real da gramatura ao longo da largura da folha em resposta aos dados do scanner QCS. A caixa de entrada hidráulica da Parason integra-se diretamente ao sistema DCS e QCS, cobrindo larguras de máquina de até 10 metros.
Seção de Formação
Em uma configuração Fourdrinier, a caixa de entrada descarrega sobre uma tela em movimento onde a água drena por gravidade e caixas de sucção, deixando uma manta úmida de fibras. As configurações multi-tela formam múltiplas camadas simultaneamente, o que é essencial para cartão duplex, kraft liner e grades de art card onde uma estrutura de camadas definida é necessária.
A Parason constrói quatro configurações de formação:
| Tipo de Formação | Grades Adequados |
|---|---|
| Tela única | Kraft, grades especiais, tissue, gramatura mais baixa |
| Tela dupla | Kraft, white top liner |
| Tela tripla | Kraft, duplex, white top liner |
| Quatro / multi-tela | Duplex, art card, FBB, kraft multicamadas de alto BF |
Uma máquina de molde cilíndrico forma cada camada de cartão em um cilindro rotativo separado, submerso em um tanque, combinando as camadas úmidas. Esta configuração persiste para grades de cartão especial onde composições de superfície e camada interna muito distintas são necessárias.
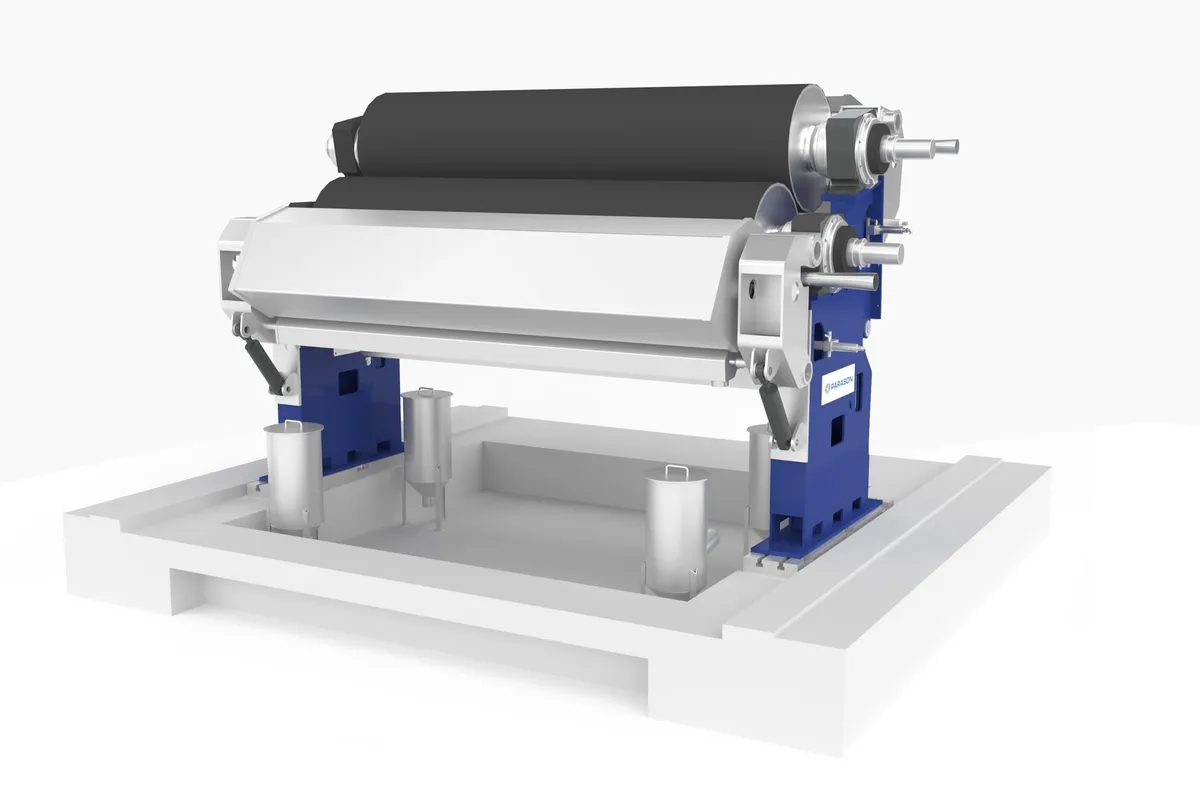
Seção de Prensas
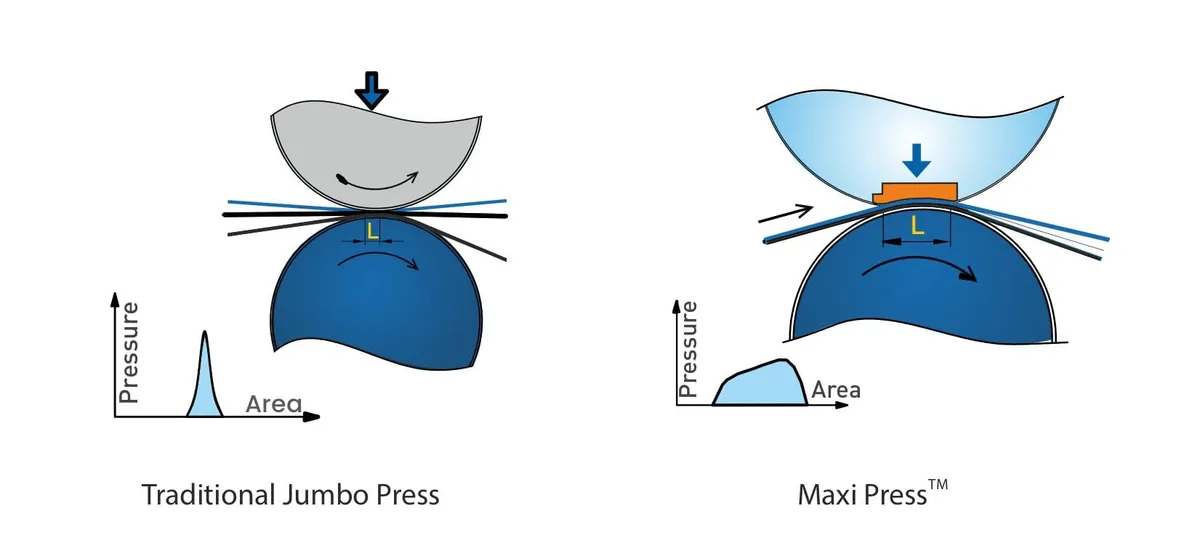
A seção de prensas remove água mecanicamente antes da secagem. O desaguamento mecânico é muito mais barato que a evaporação. Cada ponto percentual de aumento na secura da prensa reduz o consumo de vapor em 3-5% na seção de secagem.
A Maxi Press da Parason (tecnologia de prensa de sapata) eleva a secura da folha de 48% para 54%, reduz o consumo de vapor em 15-20% e opera em velocidades de até 1,200 MPM. A zona de pressão estendida da prensa de sapata cria essa melhoria: um tempo de permanência mais longo no nip permite que mais água escape antes de a folha sair. As prensas Bi-Nip convencionais são adequadas para grades de escrita e impressão acima de 400 MPM; as configurações Tri-Nip maximizam o desaguamento para operações de maior velocidade.
Seção de Secagem
Os pré-secadores usam arranjos de estrutura em forma de L e Y com múltiplos cilindros aquecidos a vapor. Os secadores de ferro fundido operam em larguras de papel de até 7,000 mm, com diâmetros de cilindro de 1,500-1,800 mm. Os secadores de aço têm cascas mais finas para melhor transferência de calor à mesma pressão de vapor. Os cilindros de pós-secagem cromados fornecem o acabamento de superfície exigido para grades de impressão e revestidos.
Size Press e Film Press
O tratamento superficial aplica amido ou revestimento para melhorar a resistência da superfície, a retenção de tinta e a imprimibilidade. O film press da Parason aplica amido uniformemente por toda a largura da folha. Esta é a etapa que separa o papel de embalagem commodity dos grades premium de escrita ou impressão. Sem um film press, alcançar a resistência de superfície e a absorção de tinta exigidas para papel A4 de copiadora não é possível, independentemente da qualidade da massa.
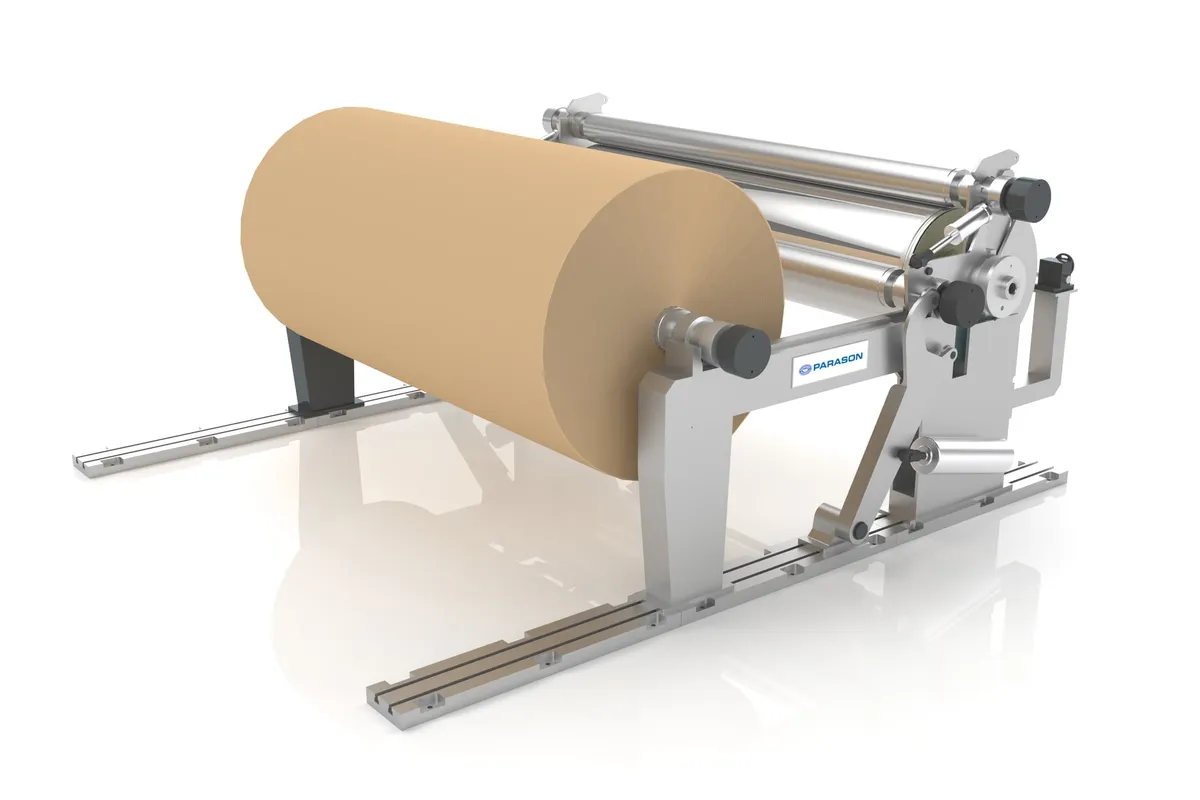
Calandra e Enroladeira
A calandragem densifica e alisa a folha sob carga hidráulica. A calandragem suave melhora o brilho para grades de impressão; a calandragem dura proporciona controle rígido de espessura para aplicações de embalagem. A Pope Reel bobina a folha acabada sob tensão controlada com resfriamento interno e raspagem por oscilação eletromecânica.
Máquinas de Tissue
As máquinas de tissue operam sobre princípios fundamentalmente diferentes das máquinas de papel convencionais. A velocidade define o desempenho da máquina de tissue. A linha de máquinas de tissue da Parason opera de 500 a 1,500+ MPM, produzindo papel de 13.5-40 GSM a até 100 TPD por máquina. Para uma análise mais aprofundada do projeto específico de tissue, veja nosso guia de linha de produção de papel tissue.
O crescent former substituiu as antigas configurações de molde cilíndrico e Fourdrinier para tissue porque permite velocidades mais altas com melhor qualidade de formação. A massa é jateada entre o cilindro Yankee e um tecido formador em uma única etapa, em vez da drenagem em múltiplos estágios sobre uma tela plana. A 1,200+ MPM, a diferença na uniformidade de formação e na operabilidade é significativa.
O cilindro Yankee (12-16 ft de diâmetro, até 4,500 mm de largura) lida com a maior parte da carga de secagem. Economias de vapor de 3-5% são alcançáveis por meio de gestão otimizada da capota e raspagem. Nos níveis de consumo de energia de uma máquina de tissue, essas economias se traduzem em uma redução de custo anual mensurável.
Equipamentos por Grade de Papel
Diferentes grades exigem diferentes configurações de máquina. Algumas configurações são simplesmente incompatíveis com certos grades, e nenhum ajuste de processo pode compensar uma configuração inadequada.
| Grade de Papel | Tipo de Desagregador | Formação | Prensa | Adição Principal |
|---|---|---|---|---|
| Embalagem kraft (OCC reciclado) | Desagregador de tambor | Multi-tela | Prensa de sapata | Cleaner HD essencial |
| Embalagem kraft (massa virgem) | Desagregador HC | Tela única/dupla | Prensa de sapata | Digestores, lavadores |
| Cartão duplex / triplex | Tipo D + tambor | Multi-tela 3-4 camadas | Tri-nip | Film press opcional |
| Tissue | Tipo D + tambor | Crescent former | Prensa de sucção | Cilindro Yankee + capota |
| Escrita e impressão | Tipo D (massa química) | Tela única / dupla | Bi-nip | Film press + calandra |
| Jornal (ONP reciclado) | Tipo D + destintamento | Fourdrinier | Padrão | Sistema completo de destintamento por flotação |
Lista Completa de Equipamentos de Fábrica de Papel
| Categoria | Equipamento | Função |
|---|---|---|
| Pulpação | Desagregador tipo D, desagregador de tambor, desagregador HC | Desfibramento da matéria-prima |
| Limpeza | Cleaner HD (HDCS / HDCC), cleaner LC, separador magnético | Remoção de contaminantes |
| Triagem | Depurador grosso, depurador pressurizado, fracionador | Separação de fibra e contaminantes |
| Espessamento | Filtro de discos, espessador por gravidade, decker | Elevação da consistência antes do armazenamento |
| Refino | Refinador de disco TDR, refinador cônico Confiner, deflaker | Desenvolvimento e ligação da fibra |
| Dispersão | Dispersor a quente, POBT | Controle de stickies para grades reciclados |
| Formação | Caixa de entrada, seção de tela (única a multi-tela, crescent former) | Formação da folha a partir da suspensão |
| Desaguamento | Seção de prensas, prensa de sapata, rolo de prensa de sucção | Remoção mecânica de água |
| Secagem | Pré-secador, pós-secador, cilindro Yankee, capota | Remoção de umidade por evaporação |
| Acabamento | Size press, film press, calandra, enroladeira | Tratamento de superfície e bobinamento |
| Controle de qualidade | Scanner QCS, DCS, sensor de umidade, sensor de cor | Monitoramento de qualidade online |
| Consumíveis | Cestos de depurador, placas de refinador, lâminas raspadoras, feltros de prensa | Reposição de peças de desgaste |
Escolhendo a Configuração Certa
Três decisões determinam tudo o mais na seleção de equipamentos de fábrica de papel: grade, capacidade e massa.
Grade define a configuração da máquina. O kraft liner precisa de formação multi-tela e uma prensa de sapata. O tissue precisa de um crescent former e um cilindro Yankee. O papel de escrita precisa de um film press, uma calandra e massa química com alvura adequada. Tentar operar a química de tissue em uma máquina kraft ou massa kraft através de um formador de tissue cria problemas que nenhum ajuste operacional pode corrigir.
Capacidade determina o dimensionamento do equipamento dentro de cada categoria. Uma fábrica de 30 TPD usa um desagregador HM-3 e um único refinador TDR-13. Uma linha de OCC de 500 TPD requer um desagregador de tambor PDP-100 e múltiplos refinadores TDR-48 em paralelo. Os gargalos de produção mais comuns que as equipes de comissionamento da Parason encontram em fábricas novas são desagregadores subdimensionados e capacidade de depuração subdimensionada. Ambos parecem adequados no papel, mas falham sob a pressão real de produção.
Massa determina a configuração de limpeza. A massa química virgem precisa de limpeza mínima. O OCC com alta contaminação requer cleaners HD, múltiplos estágios de depuração e separadores magnéticos. O ONP para jornal ou tissue requer uma planta completa de destintamento por flotação. Partir de uma lista genérica de equipamentos sem conhecer a composição real da massa é como as fábricas acabam com problemas crônicos de qualidade na partida.
A Parason projetou sistemas completos de equipamentos de fábrica de papel para mais de 2.000 instalações em mais de 75 países, cobrindo tudo, desde unidades de papel artesanal de 5 TPD até fábricas integradas de 500+ TPD. O ponto de partida é sempre um projeto de processo que adequa o equipamento à qualidade da massa e ao grade alvo.
Para fábricas que planejam um projeto completo, do local à produção, veja nosso guia de montagem de fábrica de papel. Para projetos específicos de kraft, veja nosso guia de maquinário para fábrica de papel kraft. Para discutir seu projeto com nossa equipe de engenharia, entre em contato com a Parason.


