Every paper mill, regardless of grade or capacity, runs on two interlocked equipment systems: stock preparation and the paper machine. Size either side incorrectly and the machine underperforms. Balance them correctly and a 50 TPD kraft mill will run profitably for twenty-five years.
This guide covers every category of machine used in the paper industry, from the pulper that opens raw fibre to the reel that winds finished paper, with verified specifications, grade-by-grade configuration guidance, and the process logic that determines which equipment belongs in which mill.
Stock Preparation: The First Half of Every Paper Mill
Stock preparation is where raw material becomes furnish. The raw material can be waste paper bales, wood chips, or bagasse. All of it must be defibred, cleaned, screened, and refined before it reaches the headbox. This is the most capital-intensive part of any paper mill and the source of most production problems when it is sized or sequenced incorrectly.
Pulpers
The pulper is where raw material first meets water. D-type pulpers handle waste paper at 4-6% consistency for most recycled fibre grades. Drum pulpers process OCC (Old Corrugated Containers) at 15-18% consistency and use significantly less energy per tonne. The gentle tumbling action in a drum pulper preserves long fibres, which matters when the end product is kraft liner.
Parason's HICON HM Series covers the pulping range from 8-15 TPD (HM-3, 90 kW) up to 200-220 TPD (HM-35, 650 kW). For large-scale OCC operations, the SharpEdge Drum Pulper scales from 150 TPD (PDP-15, 132 kW) to 1,030 TPD (PDP-100, 1,000 kW). In mills making kraft liner from recycled corrugated, where contamination is high and fibre preservation is a priority, the drum pulper pays for itself in fibre yield alone.
For a detailed breakdown of how pulping fits into the complete process sequence, see our stock preparation in paper mill guide.

Cleaners
After pulping, the slurry carries sand, staples, glass, broken labels, and heavy contaminants. High-density cleaning equipment removes heavies at 3-4.5% consistency. Parason supplies both HDCS (steel construction) and HDCC (ceramic construction) units. The ceramic version is specified for high-abrasion furnishes where steel wear rates become unacceptable. Low-density cleaners in the approach system remove wax, polystyrene, and lightweight plastics.
The Magstruct MT magnetic separator protects refiners and screens from ferrous tramp metal. It uses large permanent magnets with SS-304 stainless steel construction and zero energy consumption — a sturdy fabricated magnetic trap installed inline before refining to extend filling service life.

Screens
Screening separates fibre bundles, oversized particles, and stickies from the accepted pulp stream. The typical sequence runs a coarse screen first, then fine pressure screens. Parason's Fine Screen VSL uses a MULTIVANE AEROFOIL ROTOR for pulsation-free operation, covering production from 30 TPD (VSI-04, 22 kW) to 450 TPD (VSI-12, 90 kW) across the screening range. Slotted baskets outperform hole baskets for stickies removal — a distinction that separates acceptable cleanliness for packaging grades from the higher cleanliness required for writing and printing paper.

Thickening
Screens operate at 0.3-0.7% consistency. Storage chests and dispersers need furnish at 8-12%. Thickening systems bridge that gap. Parason's PDF Disc Filter covers 45-190 TPD (PDF 3.7) and 105-500 TPD (PDF 5.2), concentrating accepts from 0.7-1.1% inlet consistency to 8-12% outlet. Consistent outlet consistency is not a minor operational point. Variation at this stage causes direct quality instability in the paper machine.

Refiners
Every tonne of paper requires the fibres to be fibrillated: their surface area increased to form hydrogen bonds in the finished sheet. Refining is where that happens, and it has the greatest single influence on final sheet properties.
Parason's Twin Disc Refiner range covers TDR-16 (50-150 TPD, 150-300 kW), TDR-20 (150-300 TPD, 300-500 kW), and TDR-26 (300-600 TPD, 500-1,000 kW). For conical refining applications, the Confiner CR series covers CR-300 (30-80 TPD, 75-150 kW), CR-400 (80-150 TPD, 150-300 kW), and CR-500 (150-300 TPD, 300-500 kW). See our full refining equipment range with over 2,000 installations across 75+ countries.

Dispersion
Mills processing deinked pulp or high-recycled-content furnish need a hot disperser before the paper machine. The dispersion system breaks ink agglomerates and stickies at high consistency without cutting fibre. Skip this step in a recycled writing paper line and sticky deposits on the wire and press felt will appear within weeks of startup.
The Paper Machine: Converting Furnish into Paper
The paper machine receives dilute pulp slurry at 0.3-1.0% consistency from the headbox and converts it into a dry sheet through four distinct dewatering and drying stages. Every bottleneck in the sequence limits machine speed and output.

Headbox
The headbox distributes stock uniformly across the full machine width at controlled velocity. Hydraulic headboxes with Automatic Dilution Control allow real-time basis weight correction across the sheet width in response to QCS scanner data. Parason's hydraulic headbox integrates directly with the DCS and QCS system, covering machine widths up to 10 metres.
Forming Section
In a Fourdrinier configuration, the headbox discharges onto a moving wire where water drains by gravity and suction boxes, leaving a wet mat of fibres. Multi-wire configurations form multiple plies simultaneously, which is essential for duplex board, kraft liner, and art card grades where a defined layer structure is required.
Parason builds four forming configurations:
| Forming Type | Suitable Grades |
|---|---|
| Single wire | Kraft, special grades, tissue, lower GSM |
| Double wire | Kraft, white top liner |
| Triple wire | Kraft, duplex, white top liner |
| Four / multi-wire | Duplex, art card, FBB, multilayer high BF kraft |
A cylinder mold machine forms each board ply on a separate rotating cylinder submerged in a vat, combining the plies wet. This configuration persists for specialty board grades where very distinct surface and inner layer compositions are required.
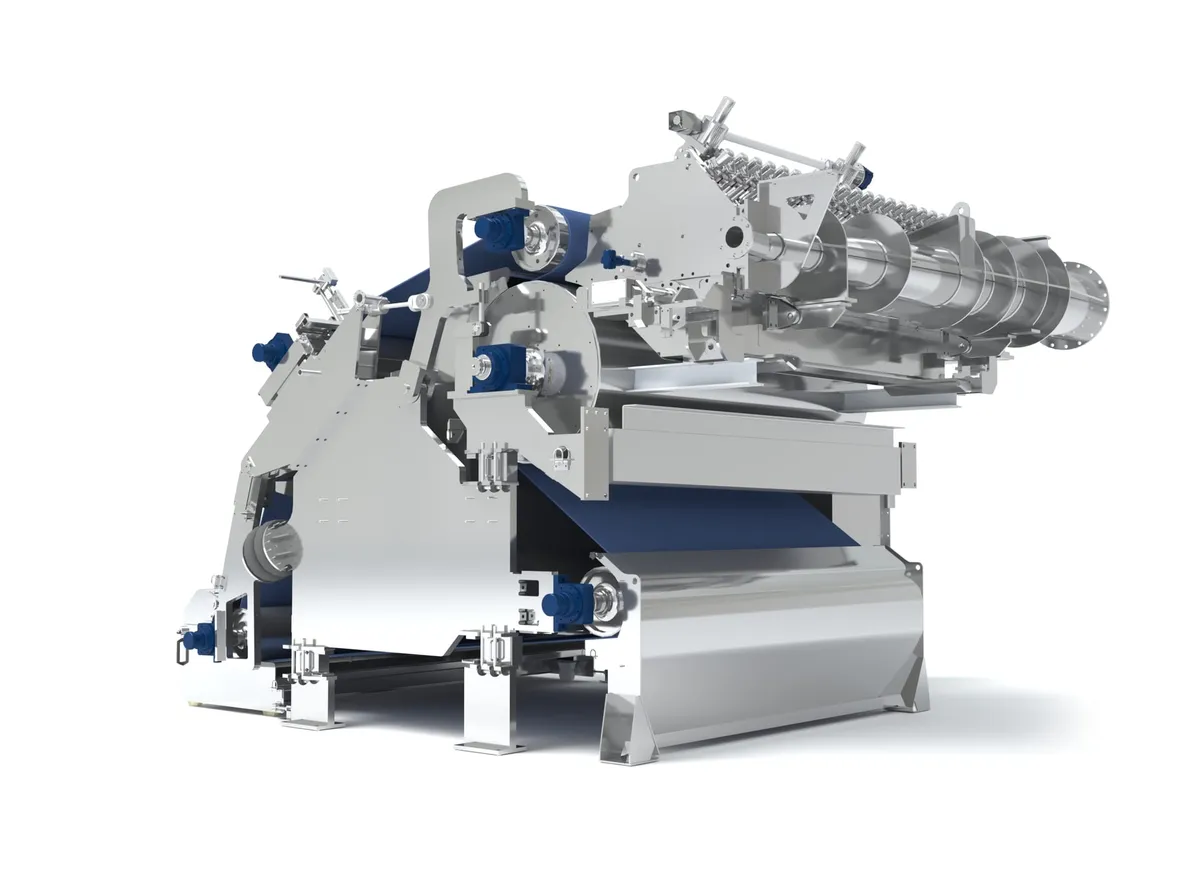
Press Section
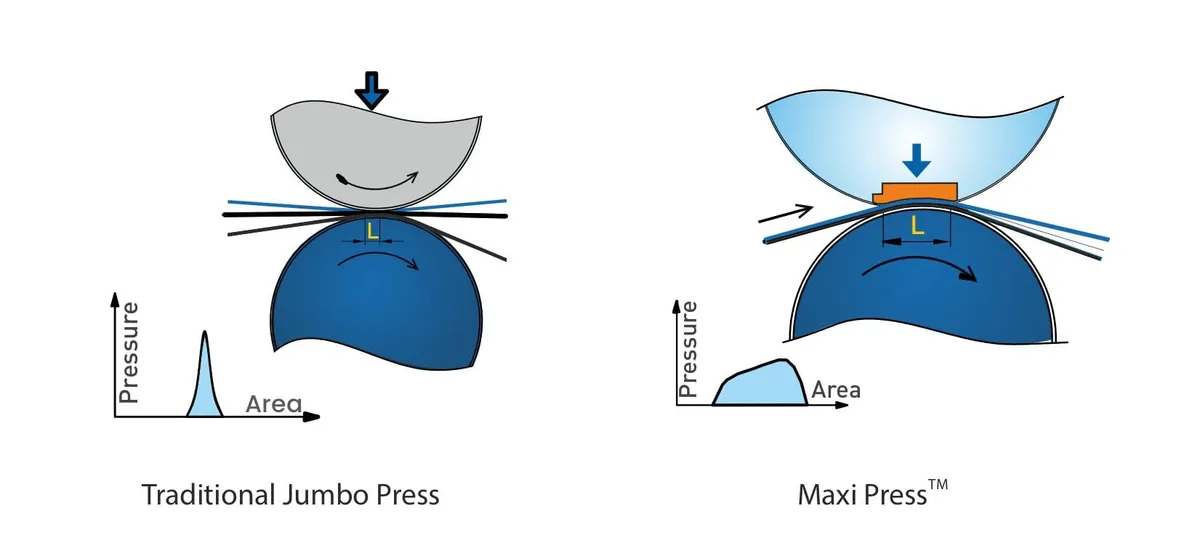
The press section removes water mechanically before the dryer. Mechanical dewatering is far cheaper than evaporation. Each percentage point increase in press dryness reduces steam consumption by 3-5% in the dryer section.
Parason's Maxi Press (shoe press technology) raises sheet dryness from 48% to 54%, reduces steam consumption 15-20%, and runs at speeds up to 1,200 MPM. The extended pressure zone of the shoe press creates this improvement: longer nip dwell time allows more water to escape before the sheet exits. Conventional Bi-Nip presses suit writing and printing grades above 400 MPM; Tri-Nip configurations maximise dewatering for higher-speed runs.
Dryer Section
Pre-dryers use L-shaped and Y-shaped frame arrangements with multiple steam-heated cylinders. Cast iron dryers operate on paper widths up to 7,000 mm, with cylinder diameters of 1,500-1,800 mm. Steel dryers have thinner shells for improved heat transfer at the same steam pressure. Chrome-plated post-dryer cylinders provide the surface finish required for printing and coated grades.
Size Press and Film Press
Surface sizing applies starch or coating to improve surface strength, ink holdout, and printability. Parason's film press applies starch uniformly across the full sheet width. This is the step that separates commodity packaging paper from premium writing or printing grades. Without a film press, achieving the surface strength and ink absorption required for A4 copier paper is not possible regardless of furnish quality.
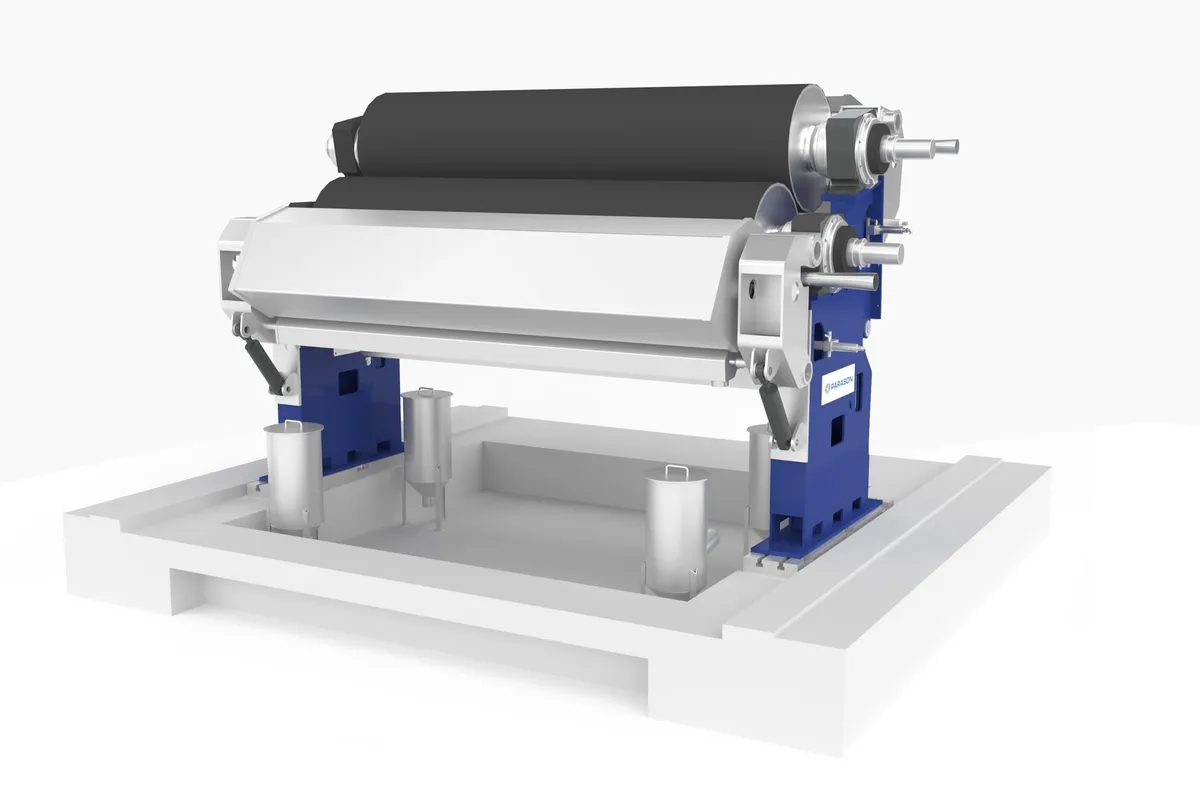
Calender and Reel
Calendering densifies and smooths the sheet under hydraulic loading. Soft calendering improves gloss for printing grades; hard calendering provides tight thickness control for packaging applications. The Pope Reel winds the finished sheet under controlled tension with internal cooling and electromechanical oscillation doctoring.
Tissue Machines
Tissue machines operate on fundamentally different principles from conventional paper machines. Speed defines tissue machine performance. Parason's tissue machine range runs 500 to 1,500+ MPM, producing 13.5-40 GSM paper at up to 100 TPD per machine. For a deeper look at tissue-specific design, see our tissue paper production line guide.
The crescent former replaced older cylinder mold and Fourdrinier tissue configurations because it allows higher speeds with better formation quality. Stock jets between the Yankee cylinder and a forming fabric in a single step, versus multi-stage drainage on a flat wire. At 1,200+ MPM, the difference in formation uniformity and runnability is significant.
The Yankee cylinder (12-16 ft diameter, up to 4,500 mm width) handles most of the drying load. Steam savings of 3-5% are achievable through optimised hood management and doctoring. At tissue machine energy consumption levels, those savings translate to a measurable annual cost reduction.
Equipment by Paper Grade
Different grades require different machine configurations. Some configurations are simply incompatible with certain grades, and no amount of process tuning can compensate for a mismatched setup.
| Paper Grade | Pulper Type | Forming | Press | Key Addition |
|---|---|---|---|---|
| Kraft packaging (recycled OCC) | Drum pulper | Multi-wire | Shoe press | HD cleaner essential |
| Kraft packaging (virgin pulp) | HC pulper | Single/double wire | Shoe press | Digesters, washers |
| Duplex / triplex board | D-type + drum | Multi-wire 3-4 ply | Tri-nip | Film press optional |
| Tissue | D-type + drum | Crescent former | Suction press | Yankee cylinder + hood |
| Writing and printing | D-type (chemical pulp) | Single / twin wire | Bi-nip | Film press + calender |
| Newsprint (recycled ONP) | D-type + deinking | Fourdrinier | Standard | Full flotation deinking system |
Complete Paper Mill Equipment List
| Category | Equipment | Function |
|---|---|---|
| Pulping | D-type pulper, drum pulper, HC pulper | Defibring raw material |
| Cleaning | HD cleaner (HDCS / HDCC), LC cleaner, magnetic separator | Contaminant removal |
| Screening | Coarse screen, pressure screen, fractionator | Fibre and contaminant separation |
| Thickening | Disc filter, gravity thickener, decker | Consistency raising before storage |
| Refining | TDR disc refiner, Confiner conical refiner, deflaker | Fibre development and bonding |
| Dispersion | Hot disperser, POBT | Stickies control for recycled grades |
| Forming | Headbox, wire section (single to multi-wire, crescent former) | Sheet formation from slurry |
| Dewatering | Press section, shoe press, suction press roll | Mechanical water removal |
| Drying | Pre-dryer, post-dryer, Yankee cylinder, hood | Evaporative moisture removal |
| Finishing | Size press, film press, calender, reel | Surface treatment and winding |
| Quality control | QCS scanner, DCS, moisture sensor, colour sensor | Online quality monitoring |
| Consumables | Screen baskets, refiner plates, doctor blades, press felts | Wear part replacement |
Choosing the Right Configuration
Three decisions determine everything else in paper mill equipment selection: grade, capacity, and furnish.
Grade defines the machine configuration. Kraft liner needs multi-wire forming and a shoe press. Tissue needs a crescent former and a Yankee cylinder. Writing paper needs a film press, a calender, and chemical pulp with adequate brightness. Trying to run tissue chemistry on a kraft machine or kraft furnish through a tissue former creates problems no amount of operational adjustment can fix.
Capacity determines equipment sizing within each category. A 30 TPD mill uses an HM-3 pulper and a single TDR-13 refiner. A 500 TPD OCC line requires a PDP-100 drum pulper and multiple TDR-48 refiners in parallel. The most common production bottlenecks Parason commissioning teams encounter in new mills are undersized pulpers and undersized screen capacity. Both look adequate on paper but fail under actual production pressure.
Furnish determines the cleaning configuration. Virgin chemical pulp needs minimal cleaning. OCC with high contamination requires HD cleaners, multiple screen stages, and magnetic separators. ONP for newsprint or tissue requires a full flotation deinking plant. Starting from a generic equipment list without knowing actual furnish composition is how mills end up with chronic quality problems at startup.
Parason has engineered complete paper mill equipment systems for over 2,000 installations across 75+ countries, covering everything from 5 TPD craft paper units to 500+ TPD integrated mills. The starting point is always a process design that matches equipment to furnish quality and target grade.
For mills planning a full project from site to production, see our paper mill setup guide. For kraft-specific projects, see our kraft paper mill machinery guide. To discuss your project with our engineering team, contact Parason.


