In a recycled paper mill, the trommel screen is the equipment that decides how much good fiber you recover and how much you throw away. Positioned after the pulper in the stock preparation line, the trommel screen in a paper mill separates usable fiber from contaminants — plastics, wire, tape, un-defibered material — before they can damage downstream equipment. Get this selection wrong, and you lose fiber every hour the mill runs.
At Parason, we have supplied trommel screens to recycled paper mills, OCC recycling lines, and mixed waste paper operations across 75+ countries. This guide covers trommel screen types used in paper mills, how to calculate the right capacity for your production target, fiber recovery efficiency, sizing parameters, and the parts that need regular maintenance. Whether you are setting up a new mill or upgrading an existing stock preparation line, this will help you make the right equipment decision.
What Does a Trommel Screen Do in a Paper Mill?
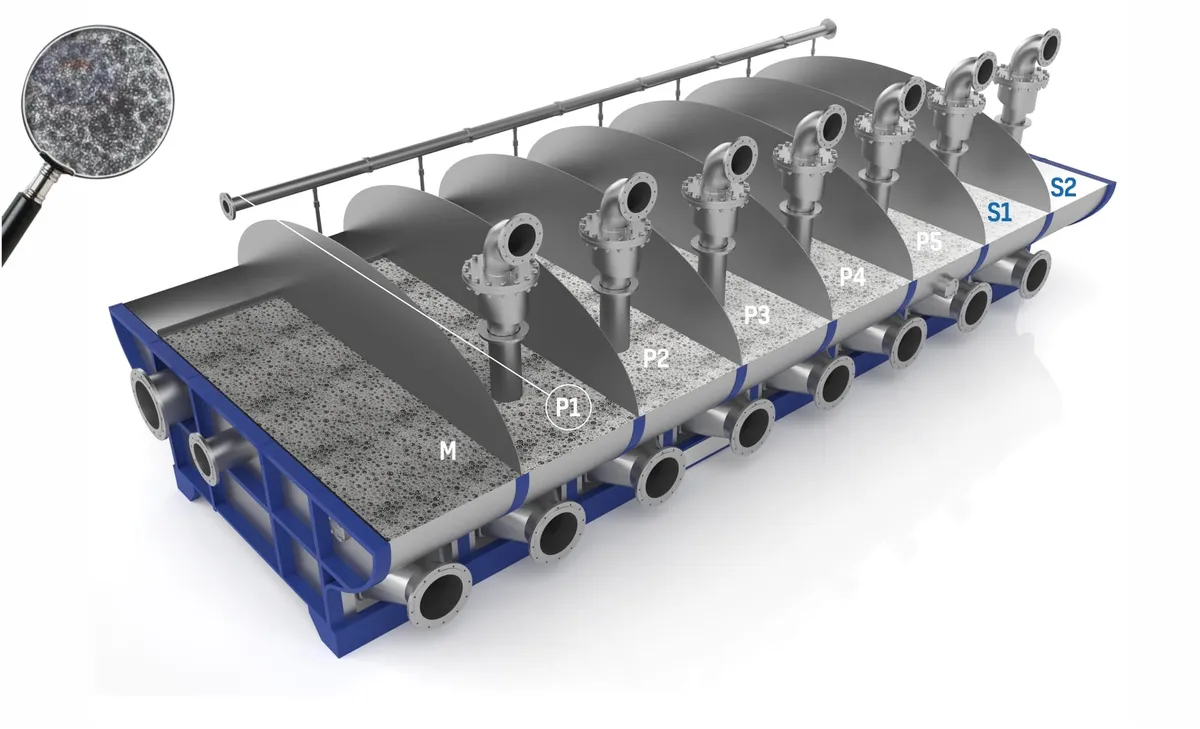
A trommel screen is a rotating cylindrical drum with perforated plates. In a paper mill, its job is straightforward — separate good fiber from oversized contaminants in the pulp stock after the pulping stage.
Here is what happens inside the trommel: pulp stock enters one end of the rotating drum at 3 to5% consistency. Good fiber passes through the perforations (accepts) and returns to the process. Contaminants that are too large to pass through — plastic sheets, wire pieces, tape, un-defibered paper bundles — travel along the drum and exit from the other end as rejects. High-pressure water sprays inside the drum help push fiber through the perforations and keep the screen plate clean.
The result? A trommel screen recovers up to 10% usable fiber from secondary screen rejects. In a 100 TPD recycled paper mill, that is approximately 1 to2 tonnes of good fiber saved every single day — fiber that would otherwise go to waste. For a detailed look at the working principle and construction of trommel screen machines, see our companion guide.
Trommel Screen After Pulper: Where It Fits in Stock Preparation
Understanding where the trommel screen sits in your stock preparation system is critical for sizing it correctly. The trommel does not process raw pulp directly from the pulper — it handles rejects from downstream screening stages.
The standard flow in a recycled paper mill stock preparation line:
| Stage | Equipment | What It Does |
|---|---|---|
| 1 | Pulper | Breaks down waste paper into pulp slurry |
| 2 | Ragger | Removes wire ropes, strings, and long contaminants |
| 3 | HD Cleaner | Removes heavy contaminants (staples, sand, stones) |
| 4 | Coarse Screen / Turbo Separator | Removes large contaminants, deflakes fiber |
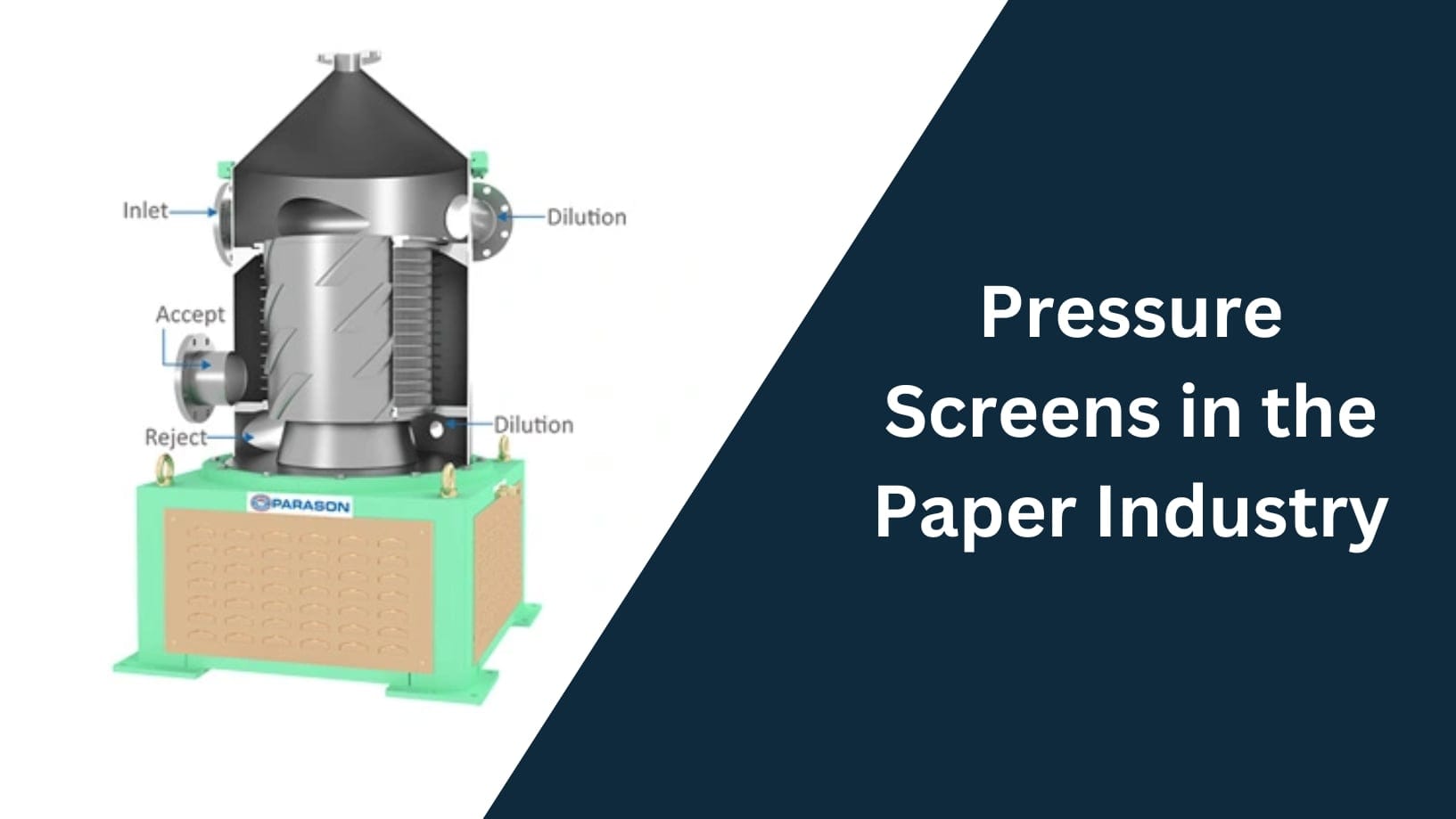
| 5 | Fine Screen (Pressure Screen) | Separates remaining small contaminants |
| 6 | TROMMEL SCREEN | Recovers fiber from screen rejects |
| 7 | Reject Compacter | Compacts final rejects for disposal |

The trommel screen sits at stage 6 — processing rejects from stages 4 and 5. This is a critical position. Without a trommel, all the fiber in those rejects goes to waste. With a properly sized trommel, you recover that fiber and send it back to the pulper chest for reprocessing.
In OCC recycling lines, the trommel is especially important because old corrugated containers contain significant amounts of fiber mixed with packaging tape, adhesives, and plastic liners. The trommel gives this material a second chance at separation before final rejection.
Trommel Screen Types for Paper Mills
Paper mills use two main types of trommel screens, and the choice depends on your production capacity, available floor space, and raw material quality. Both types use the same separation principle — a rotating perforated drum — but differ in installation angle, capacity range, and footprint.
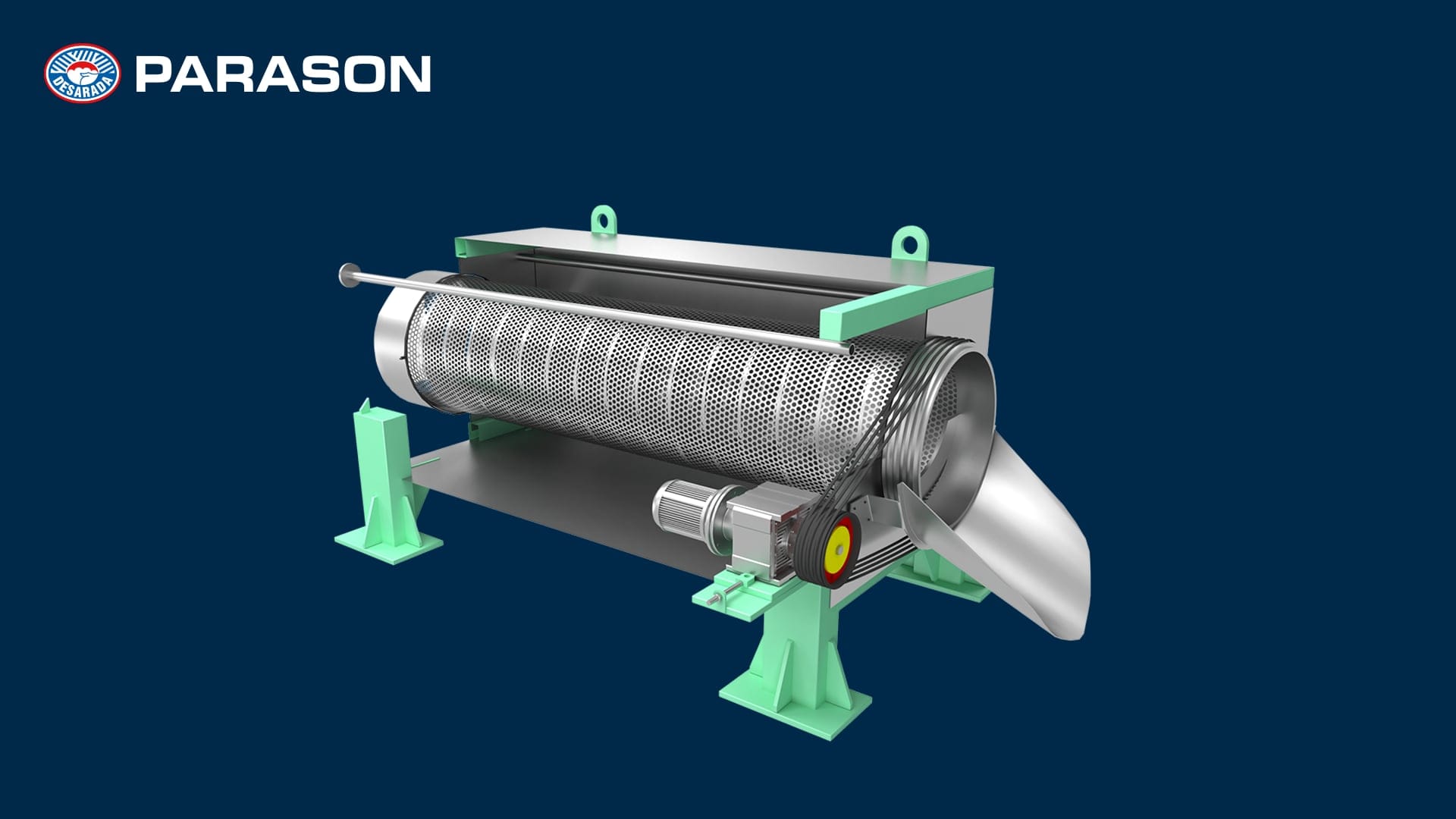
1. Horizontal (Standard) Trommel Screen — TSR Series
The horizontal trommel screen is the standard choice for medium to large paper mills. The drum is mounted nearly flat (0 to5° incline) and relies on internal helical flights to move material from the feed end to the reject discharge end.
- Capacity range: TSR-1 (6 to 10 TPD), TSR-2 (10 to 15 TPD), TSR-3 (20 to 25 TPD). Custom for larger mills.
- Best for: OCC recycling, kraft paper mills, mixed waste operations
- Motor power: 3.7 kW (TSR-1) to 7.5 kW (TSR-3)
- Key advantage: Higher throughput, better fiber recovery at scale
- Installation: Requires more floor space, lower headroom requirement
2. Inclined Trommel Screen — ITR Series
The inclined trommel screen is designed for smaller mills and space-constrained layouts. The drum is mounted at a 10 to15° angle, using gravity to move material from feed to reject end — no helical flights needed.
- Capacity range: ITR-02 (10 to 15 TPD), ITR-03 (20 to 25 TPD)
- Best for: Small recycled mills, tissue paper mills using waste paper, startup operations
- Motor power: 5.5 kW (ITR-02) to 7.5 kW (ITR-03)
- Key advantage: Compact footprint, lower cost, simpler installation
- Installation: Needs less floor area, but requires height for the inclined angle
Horizontal vs Inclined Trommel Screen — Quick Comparison
| Parameter | Horizontal (TSR) | Inclined (ITR) |
|---|---|---|
| Capacity | 6 to 25 TPD (standard); custom for larger | 10 to 25 TPD |
| Drum Angle | 0 to5° | 10 to15° |
| Material Movement | Helical screw flights | Gravity |
| Floor Space | More | Less |
| Motor Power | 3.7 to7.5 kW | 5.5 to7.5 kW |
| Fiber Recovery | Up to 10% | Up to 8% |
| Best Application | Recycled/kraft paper mills | Small recycled/tissue mills, space-constrained |
| Maintenance | Moderate — flights + plates | Lower — plates only |

Which one should you choose? If your mill produces above 50 TPD and you have floor space available, the horizontal TSR series gives better fiber recovery and throughput. If you are running a small recycled paper or tissue mill under 25 TPD with limited space, the inclined ITR series is the practical choice.
Trommel Screen Capacity Calculation for Paper Mills
Selecting the right trommel screen capacity is one of the most common questions we get from mill owners and project engineers. Undersized trommels create a bottleneck — rejects back up, fiber recovery drops, and downstream equipment gets contaminated. Oversized trommels waste capital and floor space.
The four factors that determine trommel screen capacity:
1. Daily Production Target (TPD)
Your mill’s daily production target is the starting point. The trommel does not process the full production volume — it only handles rejects from the screening stage. Typically, screen rejects account for 5 to15% of the total pulp throughput, depending on raw material quality.
| Mill Production (TPD) | Estimated Screen Rejects | Recommended Trommel |
|---|---|---|
| 6 to 10 TPD | 0.5 to1.5 TPD rejects | TSR-1 (3.7 kW) |
| 10 to 15 TPD | 1 to 2 TPD rejects | TSR-2 or ITR-02 (5.5 kW) |
| 15 to 25 TPD | 1.5 to 3 TPD rejects | TSR-3 or ITR-03 (7.5 kW) |
| 25 to 50 TPD | 3 to 7 TPD rejects | Custom engineered |
| 50+ TPD | 7+ TPD rejects | Custom engineered — contact Parason |
2. Raw Material Type
The type of waste paper you process directly affects reject volume — and therefore trommel sizing:
- OCC (Old Corrugated Containers): Moderate reject rate depending on grade quality. Contains tape, adhesives, plastic liners.
- Mixed Waste Paper: Higher reject rate due to greater contamination. A larger trommel may be needed.
- Sorted Office Paper: Lower reject rate. Less contamination, smaller trommel is sufficient.
- Virgin Pulp Mills: Trommels are rarely used. Contamination is minimal.
3. Feed Consistency
The consistency (solid content percentage) of the pulp entering the trommel affects throughput. Standard feed consistency for trommel screens in paper mills is 3 to5%. Higher consistency means thicker stock that moves slower through perforations — reducing effective capacity. Lower consistency means more water volume to handle but better fiber passage.
4. Perforation Size
| Perforation Size | Fiber Recovery | Reject Cleanliness | Best Application |
|---|---|---|---|
| 6 to8 mm | High (up to 10%) | Lower | OCC with good raw material |
| 8 to10 mm | Medium (6 to8%) | Medium | Standard mixed waste |
| 10 to12 mm | Lower (4 to6%) | Higher | Heavily contaminated stock |
| 12 to15 mm | Lowest | Highest | Pre-screening / coarse separation |
For most OCC recycling lines in paper mills, 8 to10mm perforation is the standard starting point. Parason trommel plates are available in customised perforation patterns — round holes, slotted, or a combination — based on your specific raw material and quality requirements.
Fiber Recovery Efficiency: Why Trommel Screen Sizing Matters
The primary reason a paper mill installs a trommel screen is fiber recovery. Every tonne of fiber recovered from rejects is a tonne you do not need to purchase as raw material. The economics are straightforward.
Consider a 100 TPD recycled paper mill running OCC:
- Total screen rejects: ~10 TPD (10% reject rate)
- Fiber content in rejects: ~30 to40% (rest is contaminants)
- Recoverable fiber: 3 to 4 TPD
- Without trommel: All 3 to 4 TPD goes to waste
- With properly sized trommel (10% recovery): 1 to 2 TPD recovered
- Annual saving: 300 to600 tonnes of fiber × raw material cost per tonne
In markets like India, Nigeria, Bangladesh, and Vietnam where waste paper prices fluctuate significantly, this fiber recovery directly impacts mill profitability. A trommel screen typically pays for itself within 6 to12 months through reduced raw material consumption alone.
| Parameter | Optimal Range | Impact on Recovery |
|---|---|---|
| Drum speed | 15 to25 RPM | Too fast = poor separation; too slow = low throughput |
| Feed consistency | 3 to5% | Higher consistency reduces fiber passage |
| Water spray pressure | 3 to5 bar | Insufficient spray = screen blinding, fiber loss |
| Retention time | 30 to60 seconds | Longer retention = better recovery but lower capacity |
| Screen open area | 25 to40% | Higher open area = more throughput, needs structural balance |
Trommel Screen for OCC Recycling Lines
OCC recycling is the most common application for trommel screens in paper mills worldwide. Old corrugated containers are the primary raw material for kraft liner, fluting medium, and testliner production — and they carry specific contaminants that the trommel must handle.
Typical OCC contaminants that the trommel separates:
- Packaging tape and adhesive residue
- Plastic liners and stretch wrap fragments
- Wax-coated board pieces that resist defibering
- Staples and small metal pieces (not caught by HD cleaner)
- Un-defibered paper bundles (flakes)
For OCC recycling lines, we recommend 8 to10mm perforation trommel plates with high-pressure internal water sprays. The spray system is critical — it prevents screen blinding from adhesive buildup, which is the most common operational problem in OCC trommels.

Parason supplies trommel screens for OCC recycling lines producing 10 TPD to 400 TPD across India, Africa, Southeast Asia, the Middle East, and South America. Our engineering team provides process flow design as part of complete stock preparation system projects.
Trommel Screen Parts: What Needs Replacement
Like any equipment in continuous operation, trommel screens have wear parts that need periodic replacement. Knowing these parts and their replacement frequency helps you plan maintenance budgets and minimise unplanned downtime.
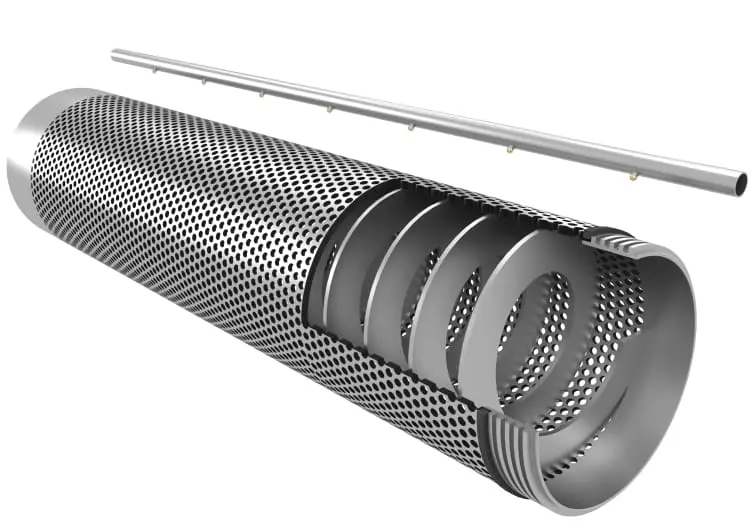
Trommel Plates (Screen Drums)
The trommel plate is the main wear component. It is the perforated cylindrical drum through which fiber passes. Continuous contact with abrasive contaminants — sand, staples, wire — wears the perforations over time, reducing separation efficiency.
- Material: Stainless steel (standard), higher-grade alloys for corrosive environments
- Sign of wear: Larger-than-spec contaminants passing through to accepts
- Parason advantage: We manufacture trommel plates in-house — faster delivery, exact fitment
Parason spare parts division stocks trommel plates for all standard models. Custom perforation patterns are available on request.
Other Replacement Parts
| Part | Function | When to Inspect | Failure Sign |
|---|---|---|---|
| Trunnion roller bearings | Support drum rotation | During scheduled shutdowns | Vibration, noise |
| Spray nozzles | Internal/external water jets | Monthly — clean or replace | Reduced spray, screen blinding |
| Drive belts | Power transmission | During scheduled shutdowns | Slipping, reduced drum speed |
| Seals | Prevent stock leakage | During scheduled shutdowns | Leakage at feed/discharge end |
| Helical flights (TSR only) | Move material along drum | Annual inspection | Uneven reject discharge |
Trommel Screen Price: Factors That Affect Cost
Trommel screen pricing for paper mills varies based on several factors. Rather than publishing a fixed price list — which would be misleading given the customisation involved — here are the factors that determine the cost of your trommel screen:
- Capacity (TPD): Larger capacity = larger drum = higher cost. Standard models 6 to 25 TPD; custom for larger.
- Material of construction: Stainless steel costs more than mild steel but offers significantly longer service life.
- Drum size and perforation: Custom perforation patterns add to cost.
- Motor and drive system: Standard models use 3.7 to7.5 kW motors. Custom larger trommels may need higher power.
- Accessories: Water spray system, collection hood, piping connections.
- Installation and commissioning: Parason provides supervision as part of turnkey projects.
To get an accurate quotation, contact our engineering team with your mill’s production capacity (TPD), raw material type (OCC, mixed waste, etc.), and available installation space. We provide complete process flow design along with equipment pricing.
How to Select the Right Trommel Screen for Your Paper Mill
Selecting a trommel screen is not just about matching TPD to a model number. Here is the decision framework our engineering team uses:
| Decision Factor | What to Consider | Impact |
|---|---|---|
| Mill capacity | Current TPD + future expansion plans | Determines drum size and model |
| Raw material | OCC, mixed waste, sorted paper | Affects reject volume and perforation size |
| Floor space | Available length × width × height | Horizontal vs inclined choice |
| Downstream equipment | Pressure screens, cleaners capacity | Trommel must not overload downstream |
| Water availability | High-pressure spray system required | Insufficient water = poor recovery |
| Maintenance capability | In-house team or contractor | Simpler designs for limited maintenance |
| Budget | CAPEX vs fiber recovery payback | Inclined trommels for budget-constrained projects |
Parason has supplied trommel screens and complete stock preparation systems to over 2,000 paper mills across 75+ countries. Our engineering team evaluates your specific mill conditions — raw material quality, production target, layout constraints — before recommending the right trommel model and configuration.
Whether you are setting up a new recycled paper mill or upgrading your existing reject handling system, get in touch with our team for a technical consultation and quotation.
Related reading: Trommel Screen Machine: Working Principle & Advantages | Pressure Screens in Paper Industry | How to Set Up a Paper Mill Plant