A waste paper pulp making machine breaks recovered paper back into a fibre slurry that can be re-formed into new paper or board. In commercial production this means the pulper plus the stock preparation line that cleans, screens, and refines the resulting pulp before it reaches the paper machine. This guide covers what the machine does, the pulper types used for different waste paper grades, capacity decisions from pilot to industrial scale, stock preparation equipment after the pulper, and how to evaluate a paper pulping machine manufacturer before signing.
Parason has supplied pulping equipment and complete recycled-fibre lines to paper mills across 75+ countries since 1976. All machine specifications below come from the Parason Pulping Equipment catalog with verified model numbers and capacities.
What Is a Waste Paper Pulp Making Machine?
A waste paper pulp making machine is the pulper that mechanically and hydraulically defibres recovered paper into a slurry suitable for new paper production. The pulper sits at the front of the recycled-fibre line. What follows the pulper is a chain of equipment that cleans contaminants out of the slurry, sorts fibres by length and quality, and prepares the stock for the paper machine.
In production a “waste paper pulp making machine” almost always means the complete pulping and stock preparation line, not just one piece of equipment. A typical line includes:
- Bale breaker (opens compressed bales of waste paper)
- Pulper (defibres waste paper in water)
- Ragger, rope cutter, and grapple (remove ropes, wire, plastics from the pulper)
- Trommel screen or junk separator (coarse contaminant removal)
- High-density cleaner (removes sand, stones, paper clips, staples)
- Pressure screens (fine fibre screening)
- Medium-consistency and low-consistency cleaners (further contaminant removal)
- Refiner (controls fibre length and bonding)
- Approach flow system (final stock preparation before the paper machine)
A quote that covers only the pulper will leave your mill stitching together cleaning, screening, and stock prep from multiple vendors. Single-source line responsibility is one of the sourcing criteria covered in the evaluation section below.
How Waste Paper Becomes Pulp: The 4-Stage Process
Converting waste paper into usable pulp happens in four physical stages. Each stage requires the right equipment sized to the mill’s capacity and the waste paper grade being processed.
Stage 1: Bale Breaking and Feeding
Waste paper arrives at the mill in compressed bales. A bale breaker opens and loosens the bales, feeding loose paper into the pulper. Without proper bale breaking the pulper sees uneven loads, leading to fibre clumps and incomplete defibring.
Stage 2: Pulping (Defibring)
The pulper mixes loose waste paper with water in a tub fitted with a rotor. Mechanical action plus water absorption breaks the paper down into individual fibres. The output consistency varies by pulper type: low-consistency D-Type pulpers operate at 4 to 5 percent, drum pulpers at 15 to 18 percent, high-consistency HICON pulpers at 15 to 16 percent.
While the pulper runs, auxiliary equipment removes the things that should not be in your pulp: a ragger pulls out wires, ropes, and packing strap, a rope cutter trims them down, and a grapple extracts heavy contaminants from the pulper bottom.
Stage 3: Coarse and Fine Cleaning
The pulp slurry leaves the pulper carrying contaminants that must be removed before refining and forming. A trommel or junk separator catches large debris first. High-density cleaners then spin the slurry centrifugally to remove sand, stones, paper clips, staples, and broken glass. Pressure screens follow, separating acceptable fibre from shives, fibre bundles, and oversize particles.

For higher-grade output (writing-printing paper, tissue, packaging boards) the line also includes medium-consistency centricleaners, low-consistency cleaners, and fine screens. The cleaner cascade is sized to the contamination level of the waste paper grade.
Stage 4: Refining and Approach Flow
The cleaned pulp passes through a refiner, which controls fibre length and bonding strength. Refining is matched to the end product: a kraft liner needs different refining than a tissue base. After refining, the approach flow system tightens consistency in a stock chest and delivers prepared stock to the headbox of the paper machine.

For a complete walkthrough of stock preparation equipment from chest to headbox, see our stock preparation machine guide.
Pulper Types for Waste Paper: D-Type, HICON, Drum, Cup Stock
The pulper type determines the operating consistency, the energy consumption, and the suitable waste paper grade. Picking the wrong pulper for your feedstock is the most common single mistake in recycled-fibre line specification. The families below cover most commercial applications.
| Pulper Type | Consistency | Best For | Parason Series & Capacity |
|---|---|---|---|
| Low-Consistency D-Type Pulper | 4 to5% | OCC, mixed waste, packaging board mills | D-Type series for OCC and mixed waste (Parason Pulping catalog) |
| High-Consistency HICON Pulper | 15 to16% | Mixed waste, OCC, premium board grades, energy efficiency | HM Series, 14 models. HM-3: 8 to 15 TPD / 90 kW. HM-5: 15 to 30 TPD / 125 kW (Parason Pulping catalog) |
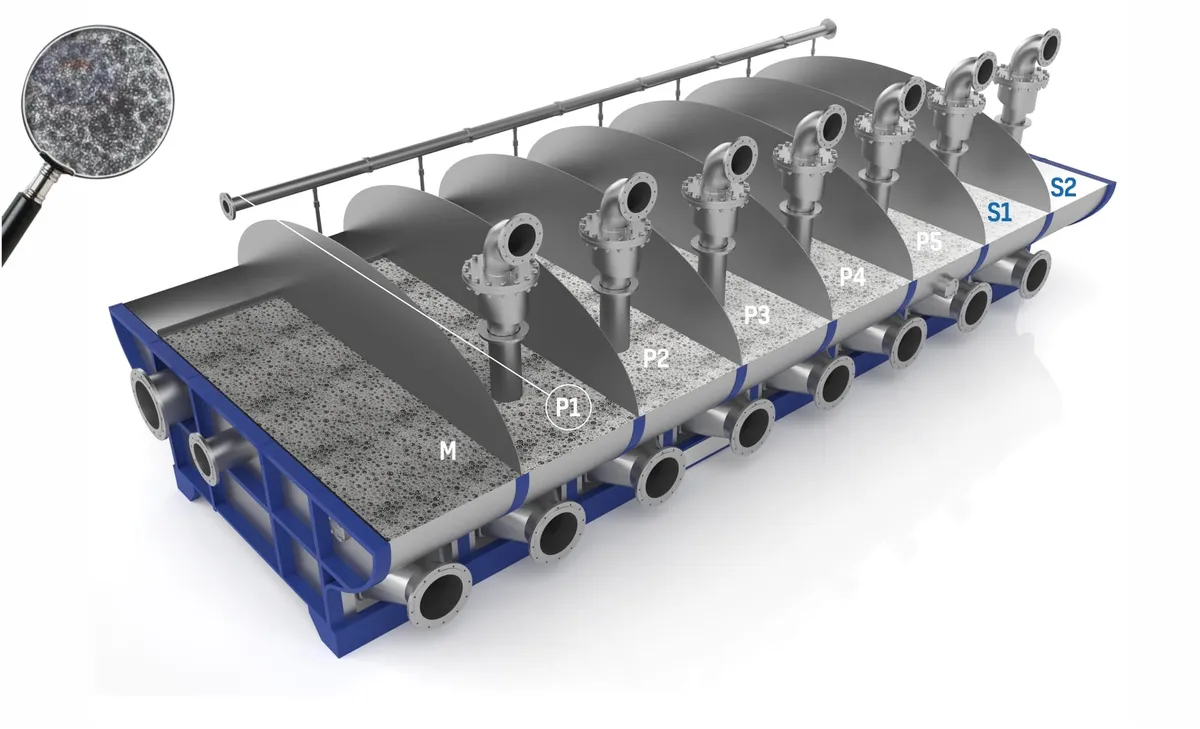
| SharpEdge Drum Pulper | 15 to18% | Continuous high-volume pulping with gentle fibre treatment; preserves fibre length for premium grades | PDP Series. PDP-15: 150 to 170 TPD / 132 kW. PDP-30: 300 to 330 TPD / 250 kW (Parason Pulping catalog) |
| Cup Stock / Tetra Pak Pulper | 12 to15% | Contaminated waste, cup stock, multilayer cartons, beverage cartons | CSTP Series. CSTP-36: 45 to 65 TPD / 315 kW. CSTP-54: 70 to 90 TPD / 500 kW (Parason Pulping catalog) |
| Low-Consistency Virgin Pulper | 4 to5% | White-grade pulp/paper mills, dry broke, market pulp | LCV Series. LCV-10: 50 to 60 TPD / 75 kW. LCV-12: 60 to 75 TPD / 75 kW (Parason Pulping catalog) |
How to read the table:
- D-Type and HICON cover most paper-mill recycled-fibre needs. D-Type is simpler operationally. HICON is more energy-efficient on a per-tonne basis.
- Drum pulpers are the choice when fibre length matters (tissue, premium printing grades) and the mill is running continuous high-volume production.
- Cup stock pulpers are specialised. If your feedstock includes coated paper cups, milk cartons, or multilayer beverage packaging, you need this pulper type or you will deal with constant contamination problems.
This guide focuses on waste paper pulping specifically. For the complete Parason pulping product range covering all input streams (waste paper, virgin pulp, agro residues, chemical pulping), see our pulping equipment category page.
Capacity Decisions: From 10 TPD Pilot to 300+ TPD Industrial
The right waste paper pulp making machine capacity depends on three factors: the paper machine downstream, the waste paper supply available locally, and the product mix you intend to produce. A 30 TPD recycled-board mill needs different pulping than a 200 TPD kraft liner mill, even if both are processing OCC.

Capacity decisions for a recycled-fibre line:
- Pilot / small commercial (8 to 30 TPD): Single HICON HM-3 to HM-5 pulper, basic cleaning, simple approach flow. Suitable for small recycled-board or kraft converters, regional packaging mills, or pilot capacity for a brand expanding from importing to manufacturing.
- Medium commercial (30 to 100 TPD): Single HICON HM Series larger model, or D-Type Pulper, with multi-stage cleaning, pressure screening, and refiner. Suitable for established recycled-board mills, kraft liner producers, or regional integrated mills.
- Large industrial (100 to 300 TPD): Drum pulper (PDP-15 to PDP-30) with full cleaning cascade, multiple refining stages, and full approach flow. Suitable for large recycled-fibre lines feeding board machines or kraft mills.
- Mega-scale (300+ TPD): Multiple pulping lines in parallel, often with dedicated lines per waste paper grade.
The Indian recycled paper segment is significant in size. India produced around 23 million tonnes of paper and paperboard in FY 2024-25 across 850+ mills (IPMA 2026), with consumption projected to reach 30 million tonnes by FY 2026-27 at 6 to 7 percent annual growth. Recovered fibre supplies around 57 percent of that output (IPMA 2026), with the balance covered by virgin pulp and waste paper imports. Most recycled-board and kraft mills in India sit in the 30 to 200 TPD capacity band, where the HICON, D-Type, and Drum pulper choices covered above are the typical fit.
Stock Preparation After the Pulper: Cleaning, Screening, Refining
A pulper alone does not produce mill-ready stock. After the pulper, the cleaning and screening cascade decides whether your paper machine runs cleanly or chokes on contaminants. Sizing this stage right is what separates a profitable mill from one that constantly battles breaks and downtime.
High-Density Cleaning
High-density cleaners remove sand, stones, paper clips, glass, and metallic fragments before they damage downstream equipment. Parason supplies HDCS Series steel cleaners for virgin pulping and HDC Series for recycled fibre, sized by flow capacity (full series in the Parason Pulping catalog).
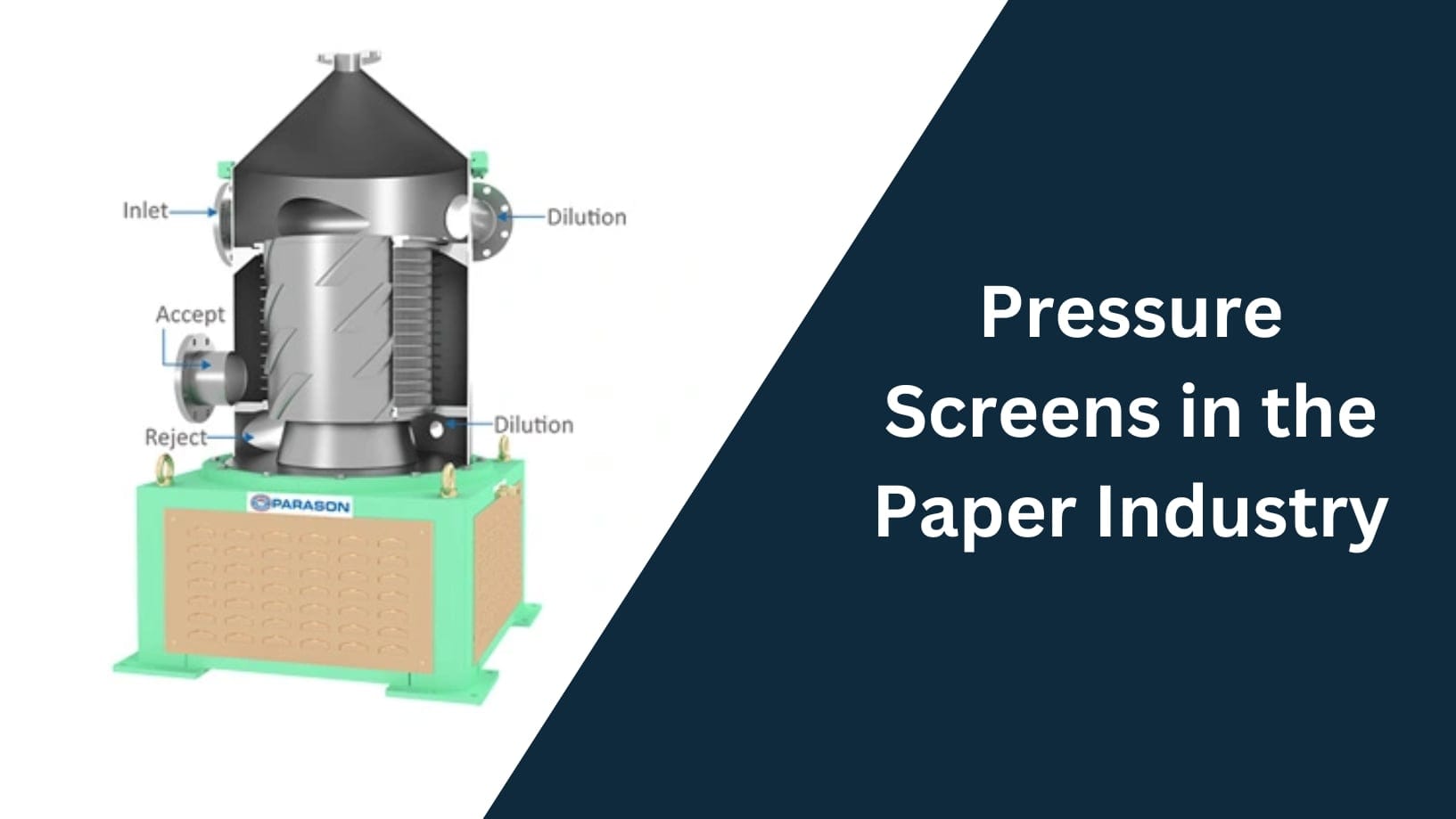
Pressure Screening
Pressure screens separate good fibre from shives, fibre bundles, plastics, and oversize debris. Multi-stage screening is standard for any paper-grade output. For deeper detail on screening, see our pressure screens guide.

Medium and Low Consistency Cleaning
Medium-consistency centricleaners and low-consistency cleaners form the multi-stage fine cleaning cascade. The cascade depth is chosen based on the contamination profile of the waste paper grade.
Refining
After cleaning, the refiner controls fibre length and surface bonding properties. Refining for kraft liner is aggressive; refining for tissue is gentle. The match between refiner and end product is critical and is where Parason’s recipe engineering support is typically engaged.
Why Waste Paper Recycling Is a Strategic Investment in 2026
Setting up a waste paper pulping line in 2026 is one of the more attractive entry points into the paper industry, both for greenfield investors and for established mills diversifying their feedstock. The economics and the regulatory environment both favour recycled fibre.
Market and economics:
- India produced around 23 million tonnes of paper and paperboard in FY 2024-25 across 850+ mills (Indian Paper Manufacturers Association, IPMA 2026). Consumption is projected to reach 30 million tonnes by FY 2026-27, growing at 6 to 7 percent annually (IPMA 2026).
- The packaging paper and paperboard segment is approximately 65 percent of the total paper market and is growing at 8.2 percent annually (IPMA 2026). Most of this packaging volume is produced from recovered fibre rather than virgin pulp, which is why the upstream pulping line is the critical bottleneck for capacity expansion.
- India’s recovered-fibre share in paper production sits at around 57 percent in 2026 (IPMA), still short of demand. The shortfall is filled by importing waste paper, which means any new domestic recycled-fibre line has reliable demand pull without needing to compete for export markets.
- A recycled paper manufacturing plant has capital intensity 30 to 50 percent lower than a greenfield virgin pulp mill (IMARC Group, 2026). Plant cost ranges from ₹3 to ₹8 crore for a 20 to 30 TPD recycled-paper unit, up to ₹80 crore or more for an integrated 200+ TPD facility (IMARC Group, 2026).
- For a recycled paper manufacturing plant, raw materials account for 50 to 60 percent of operating expenses, utilities 20 to 30 percent, gross margin 30 to 40 percent, and net profit 12 to 20 percent (IMARC Group, 2026).
Regulation: India banned identified single-use plastic items effective 1 July 2022 (Press Information Bureau, Government of India), driving demand for paper-based alternatives across plates, cups, cutlery, and food containers. Similar single-use plastic restrictions are now in force in the United Arab Emirates (Phase 2 effective 1 January 2026). Recycled-fibre paper and board production is the supply-side response to that demand.
How to Choose a Waste Paper Pulping Machine Manufacturer
The pulping equipment manufacturer choice locks in the next 20 years of mill performance. Spare parts, recipe support, and capacity expansion all depend on the supplier you choose. Six criteria separate equipment manufacturers that build complete lines from traders who assemble OEM machines and re-brand them.
1. In-House Manufacturing Depth
A real pulping equipment manufacturer designs its own pulpers, machines its own rotors and screen plates, and runs its own engineering R&D. A trader buys generic OEM machines and applies branding. The difference shows up two years later when a critical part fails.
What to verify: foundry and machine shop on the manufacturer’s premises (request a factory tour), number of VMC machines used for component production, in-house metallurgy and heat-treatment capability for wear parts, engineering team size and tenure (not just sales staff), and whether the manufacturer can show you a pulper being built on the shop floor.
2. Full Recycled-Fibre Line Scope
A pulper alone is not a recycled-fibre line. A manufacturer that sells only the pulper leaves you stitching together cleaning, screening, refining, and stock prep from multiple vendors. Ask your prospective supplier to provide a complete process flow diagram from bale breaker to approach flow, with model numbers at every stage and performance guarantees on the complete line.
3. Waste Paper Grade Experience
Pulping OCC is different from pulping mixed office waste, which is different from pulping cup stock or beverage cartons. Your feedstock determines the right pulper type, the cleaning cascade depth, and the refining strategy. Ask the supplier to show reference customers running the same waste paper grade as your planned feedstock.
4. After-Sales Service Footprint
The pulper is sold once. Spare parts and service calls happen for the next 20 years. Verify service engineer presence in your country or region, spare parts inventory locations, warranty terms in writing, and operator training scope of 2 to 4 weeks on-site plus follow-up visits.
5. Verifiable Customer References
A reference list on a brochure means nothing. Operating mills you can visit or video-call mean everything. Ask for three references in similar capacity range, ideally in your region or one with comparable infrastructure. Ask the reference customer about commissioning time, capacity achievement, after-sales response, and whether they would buy again.
6. Engineering R&D and Recipe Support
Your waste paper supply will not match the reference customer’s exactly. Pulping recipes must be developed for your specific feedstock and product mix. A manufacturer with an in-house pilot lab, pulp testing capability, and process engineering team can adjust the line during commissioning. A trader cannot.
Common Mistakes When Buying a Waste Paper Pulping Line
- Quote-shopping without specification alignment. Comparing an HM-5 quote from one supplier to a generic “30 TPD pulper” quote from another is comparing different products. Force every quote to address the same specification sheet, waste paper grade, and consistency target.
- Picking the wrong pulper type for your feedstock. Buying a D-Type Pulper for cup stock is a guaranteed contamination problem. Buying a Drum Pulper for a small batch operation is a sunk cost. Match the pulper to the feedstock and operating profile.
- Skipping the factory visit. A virtual tour is not a substitute. The first time you walk a manufacturer’s shop floor, the conversation about quality changes permanently.
- Under-investing in cleaning and screening. Mills that save money on the cleaning cascade pay it back tenfold in paper machine breaks, refiner damage, and product defects.
- Ignoring spare parts supply chain. Pulper rotors and screen plates are wear parts. If your supplier cannot deliver replacements to your location in under three weeks, your mill will have unplanned downtime in year one.
- Treating training as an afterthought. A new pulping operator team needs 2 to 4 weeks of supervised commissioning, not a 2-day workshop. Negotiate this into the contract before signing.
- Not asking about R&D pilot capability. Your waste paper supply is local and unique. If the manufacturer cannot run a pilot trial with your raw material, you are buying blind.
Why Parason for Your Waste Paper Pulping Machine
Parason Machinery India Private Limited has supplied pulping equipment and complete recycled-fibre lines to paper mills across 75+ countries since 1976. Specific to waste paper pulping, the credentials that matter for an equipment buyer’s evaluation are below.

- Complete in-house pulper manufacturing. Foundry, machine shop, 25+ VMC machines, in-house heat treatment and metallurgical lab. Rotor design, screen plate machining, and wear-part metallurgy all in-house.
- Full pulper range across consistency profiles. D-Type (low consistency 4 to5%), HICON HM Series (high consistency 15 to16%, 14 models from HM-3 at 8 to 15 TPD to larger), SharpEdge Drum (PDP-15 at 150 to 170 TPD to PDP-30 at 300 to 330 TPD), Cup Stock / Tetra Pak (CSTP-36 at 45 to 65 TPD), and Turbo Separator combined units. All specifications per the Parason Pulping Equipment catalog.
- Complete recycled-fibre line, not just pulping. Stock preparation, cleaning (HDCS, MCC, LCC, PLC), screening, refining, and approach flow systems all built in-house. Single-source line accountability.
- Operating customer plants for site visits. Examples from the Parason reference base: Quantum Papers (Nigeria, 300 TPD kraft paper line), KrishnaPrabhas Papers (200 TPD complete mill), Eco Tech Papers (running on Parason stock preparation). Operating sites verifiable by visit or video call.
- Pilot R&D lab. Advanced pulping pilot plant with full stock preparation setup for real-condition trials on your specific waste paper supply.
- Global service footprint. Service engineers and spare parts coordination across 75+ countries.
Ready to Discuss Your Waste Paper Pulping Line Requirements?
The fastest way to evaluate a pulping equipment supplier is the way we recommend evaluating every supplier: a structured conversation about your feedstock and capacity, a process flow walkthrough, a reference customer introduction, and a site visit to our Aurangabad facility. Contact Parason and we will arrange all four within two weeks.